
Fiber laser welding uses a concentrated laser beam to melt and fuse metal parts. It is fast, clean, precise, and widely used in sheet metal fabrication, stainless steel products, cabinets, doors, automotive parts, and automated production lines.
In simple terms, it joins metal with a focused heat source instead of spreading heat everywhere like an overexcited barbecue.
What Is Fiber Laser Welding?
Fiber laser welding is a metal joining process where a focused beam from a fiber laser source melts the joint area, forming a weld pool that cools into a solid seam.
Manufacturers choose fiber laser welding because it offers fast welding speed, narrow seams, low heat input, and reduced grinding or polishing. For thin-to-medium sheet metal, that often means less distortion, cleaner parts, and fewer “who approved this weld?” moments at inspection.
The process may be used with or without filler wire, depending on the joint design, material thickness, fit-up quality, and final strength requirement.
Is “Fiber Optic Laser Welding” the Same Thing?
In most buyer searches, fiber optic laser welding refers to fiber laser welding. The more accurate industrial term is fiber laser welding because the laser beam is generated by a fiber laser source and commonly delivered through optical fiber.
So, “fiber optic laser welding” is understandable search language, but fiber laser welding is the term professionals usually use.
What Is a Fiber Laser?
A fiber laser is a solid-state laser that uses optical fiber as the gain medium to generate and amplify a high-quality laser beam. Many industrial systems use rare-earth-doped fiber, such as ytterbium-doped fiber, for stable output and efficient performance.
| Feature | Why It Matters |
|---|---|
| High beam quality | Creates precise, narrow welds |
| Stable output | Improves weld consistency |
| High efficiency | Reduces energy waste |
| Fiber delivery | Supports handheld and automated welding |
| Compact structure | Easier machine integration |
These features make a fiber laser welding machine suitable for both workshop use and automated production.
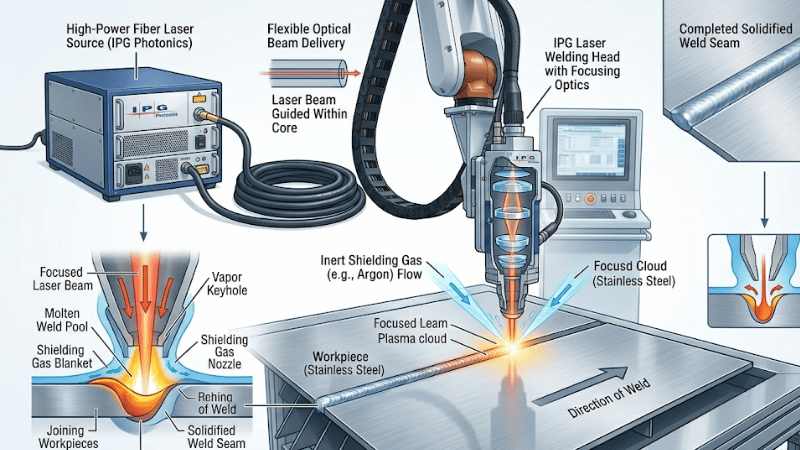
How Does Fiber Laser Welding Work?
Fiber laser welding works by generating a laser beam, delivering it through optical fiber, focusing it onto the joint, melting the metal, and letting the weld pool solidify.
| Step | What Happens |
|---|---|
| Beam generation | Laser source creates the beam |
| Beam delivery | Optical fiber carries the beam |
| Beam focusing | Welding head concentrates energy |
| Weld pool formation | Metal melts at the joint |
| Solidification | Molten metal cools into a seam |
Conduction Mode vs Keyhole Mode
Conduction mode laser welding creates a shallow weld through surface heating. Keyhole laser welding uses higher power density to form a narrow vapor cavity, allowing deeper penetration.
Conduction mode is useful for thin materials and cosmetic welds. Keyhole mode is better when deeper penetration is required. The actual welding mode depends on laser power, welding speed, focus position, material type, and surface condition.
What Is Wobble Welding?
Wobble welding moves the laser beam in a controlled oscillating pattern, such as circular or linear motion. This widens the weld path and improves gap tolerance.
That matters because real parts are not always perfectly fitted. Wobble welding gives the process a larger operating window, making handheld laser welding more forgiving when small gaps or alignment issues appear.
Shielding Gas and Plasma Plume
Shielding gas laser welding protects the molten weld pool from oxidation and improves weld appearance. Argon, nitrogen, or compressed air may be used depending on the material and quality requirements.
High-power welding can also create a plasma plume above the weld. Poor plume control may affect beam stability and penetration, so gas flow, fume extraction, and parameter setup should not be left to guesswork.
Main Components of a Fiber Laser Welding Machine
A fiber laser welding machine is a complete system, not just a shiny laser box with buttons.
| Component | Function |
|---|---|
| Fiber laser source | Generates the laser beam |
| Welding head | Focuses and directs the beam |
| Wobble head | Improves gap tolerance |
| Control system | Adjusts power, speed, wire, and gas |
| Cooling system | Keeps the system stable |
| Wire feeder | Adds filler wire when needed |
| Shielding gas system | Protects the weld pool |
| Safety system | Protects operators |
Common power options include 1000W, 1500W, 2000W, and 3000W. Higher power can increase capability, but it also requires stronger cooling, better control, and stricter safety measures.
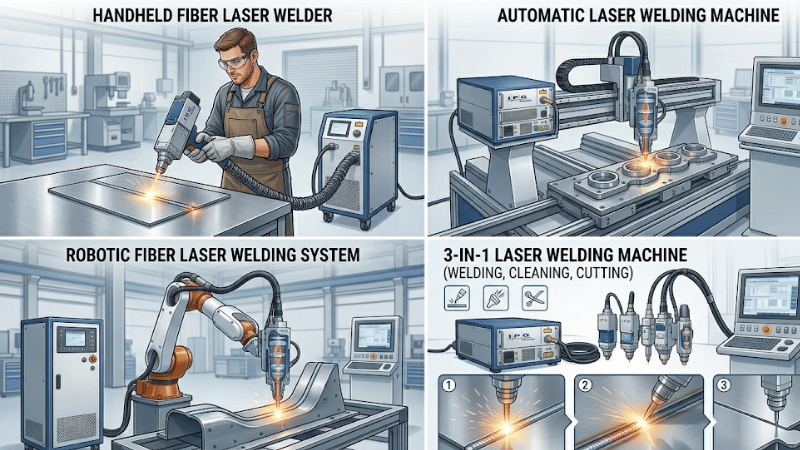
Types of Fiber Laser Welding Machines
A handheld fiber laser welding machine is ideal for flexible workshop welding, especially stainless steel cabinets, doors, railings, enclosures, and varied sheet metal parts.
An automatic laser welding machine is better for repeated parts using fixtures and controlled motion.
A robotic fiber laser welding system fits mass production where repeatability matters, though it requires higher investment and integration.
A 3-in-1 laser welding machine combines welding, cleaning, and light cutting, making it practical for workshops needing multiple functions.
| Machine Type | Best For | Main Advantage |
|---|---|---|
| Handheld laser welder | Flexible welding jobs | Easy operation |
| Automatic laser welder | Repeated parts | Better consistency |
| Robotic welding system | Mass production | High repeatability |
| 3-in-1 laser machine | Welding, cleaning, light cutting | Multi-function use |
What Materials Can Fiber Laser Welding Weld?
Fiber laser welding applications cover many metals, but each material behaves differently. Stainless steel is cooperative. Aluminum needs attention. Copper likes to make everyone work for it.
| Material | Suitability | Notes |
|---|---|---|
| Stainless steel | Excellent | Clean seams and low distortion |
| Carbon steel | Excellent | Common in fabrication |
| Aluminum | Good | Needs correct settings and preparation |
| Galvanized steel | Possible | Zinc vapor may cause fumes or porosity |
| Copper alloys | Challenging | Reflectivity requires careful setup |
| Titanium | Suitable | Needs strong shielding protection |
For reflective metals like aluminum and copper, avoid “welds anything easily” promises. Proper parameters, surface preparation, shielding gas, and operator training are essential.
Common Fiber Laser Welding Applications
Fiber laser welding applications are strongest where speed, clean appearance, and low distortion matter.
| Application | Typical Parts | Benefit |
|---|---|---|
| Sheet metal fabrication | Enclosures, panels, covers | Fast, clean seams |
| Stainless steel products | Cabinets, kitchenware, railings | Attractive finish |
| Automotive parts | Brackets, housings, components | Repeatability |
| Electrical enclosures | Boxes, frames, doors | Less finishing |
| Aluminum products | Frames and covers | Controlled heat input |
| Precision parts | Small metal assemblies | Narrow welds |
Advantages of Fiber Laser Welding
The main fiber laser welding advantages are fast speed, clean seams, low heat input, reduced post-processing, and automation potential.
A narrow heat-affected zone helps reduce distortion. Cleaner seams reduce polishing and rework. Stable parameters improve consistency. In production, these are not just nice extras—they protect margins.
Limitations and Challenges
Fiber laser welding limitations include higher equipment cost, stricter safety requirements, sensitivity to joint fit-up, and challenges with reflective metals.
Because fiber laser welding uses a high-energy laser beam, operator protection is essential. Proper laser safety eyewear, controlled work areas, fume extraction, warning signs, enclosures, interlocks, and training should be part of the setup from day one.
| Challenge | How to Reduce Risk |
|---|---|
| High upfront cost | Compare productivity and finishing savings |
| Laser safety | Use PPE, training, enclosures, and interlocks |
| Poor fit-up | Use fixtures, filler wire, or wobble welding |
| Reflective metals | Optimize power, speed, and focus |
| Plasma plume | Adjust gas flow and extraction |
| Wrong parameters | Use sample testing and supplier support |
Fiber Laser Welding vs TIG vs MIG
Fiber laser welding vs TIG usually comes down to speed and heat input. TIG offers excellent control but is slower. Fiber laser welding vs MIG depends on the job: MIG is practical for general fabrication but usually creates more heat and spatter.
| Factor | Fiber Laser Welding | TIG Welding | MIG Welding |
|---|---|---|---|
| Speed | Very fast | Slow | Fast |
| Appearance | Clean and narrow | High quality | More spatter |
| Heat input | Low | Medium | Higher |
| Distortion | Low | Medium | Medium to high |
| Equipment cost | Higher | Lower | Lower |
| Best for | Clean precision production | Manual precision work | General fabrication |
Choose fiber laser welding when speed, appearance, low distortion, and reduced finishing matter. Choose TIG for precise low-volume work. Choose MIG for general structural fabrication and lower equipment cost.

How to Choose the Right Fiber Laser Welding Machine
Start with material, thickness, joint type, production volume, weld appearance, and safety setup. Do not buy power like a pickup truck—bigger is not always smarter.
| Power Range | Common Use |
|---|---|
| 1000W | Thin stainless steel and light sheet metal |
| 1500W | General thin-to-medium fabrication |
| 2000W | Higher productivity and thicker work |
| 3000W | Demanding production applications |
Also check the wire feeder, wobble function, cooling system, control interface, parameter library, safety package, spare parts, training, warranty, and supplier support.
The real cost includes not only the machine price, but also shielding gas, PPE, fume extraction, fixtures, maintenance, and training. A cheap machine with poor support can become expensive in the most annoying way possible.
FAQs About Fiber Laser Welding
What is fiber laser welding?
Fiber laser welding is a metal joining process that uses a focused laser beam from a fiber laser source to melt and fuse metal parts. It creates narrow seams, fast welding speed, and low heat distortion.
Can fiber laser welding weld aluminum?
Yes. Fiber laser welding can weld aluminum, but it needs correct power, speed, shielding gas, surface preparation, and operator training because aluminum is reflective and heat-conductive.
What is wobble welding?
Wobble welding uses controlled laser beam oscillation to create a wider weld path. It improves gap tolerance and makes handheld laser welding more practical.
Is fiber laser welding safe?
It can be safe only with proper controls. Operators need laser safety eyewear, PPE, training, controlled work areas, fume extraction, and enclosures or interlocks when required.
Conclusion
Fiber laser welding is a fast, precise, and production-friendly joining process that uses a focused fiber laser beam to fuse metal parts. It is especially valuable when clean seams, low distortion, speed, and reduced finishing matter.
The best results depend on machine power, material, shielding gas, fit-up, wobble welding, operator training, and safety systems. The machine matters—but the setup matters just as much.
Ready to Choose a Fiber Laser Welding Machine?
Choosing the right fiber laser welding machine should not feel like decoding an engineering scroll. Share your material, thickness, joint type, appearance requirements, and production volume, and our team can recommend the right power, machine type, wobble function, wire feeder, and safety configuration.
Contact us today for machine selection, sample testing, and a customized quote for your workshop or production line.



{kind=link}