
TIG welding is clean, precise, and beautiful—until the bead suddenly looks like it needs legal representation.
This TIG welding troubleshooting guide helps you diagnose common defects by symptom, root cause, and practical fix. Instead of randomly adjusting settings, you’ll learn what to check first, what costs the most, and when the machine is actually innocent.
Quick TIG Weld Troubleshooting Chart
Before adjusting advanced settings, check the basics: shielding gas, tungsten condition, material cleanliness, torch consumables, ground clamp, polarity, and process mode. Most TIG welding problems are not mysterious. They are small setup mistakes wearing expensive disguises.

Why TIG Welding Problems Are Misdiagnosed
Porosity, oxidation, black soot, arc wandering, and poor bead appearance often share the same root causes: contamination, poor gas coverage, bad tungsten prep, or unstable technique.
Changing amperage first can hide the real issue. More heat will not clean oily aluminum. More argon will not fix a cracked cup. A new machine will not save tungsten that has been dipped into the puddle like a breadstick into soup.
The better process is simple: identify the symptom, fix the cheapest variables first, then adjust settings only after setup is verified.
TIG Gas Flow Problems: When More Argon Makes Things Worse
Shielding gas protects the weld pool from oxygen and nitrogen. In TIG/GTAW, inert gases such as argon and helium are used to shield the weld zone from atmospheric contamination, according to the American Welding Society.
Pure argon is the standard choice for most TIG welding. Common MIG gas mixes containing CO₂ are usually not suitable because active gases can react with the tungsten and weld pool.
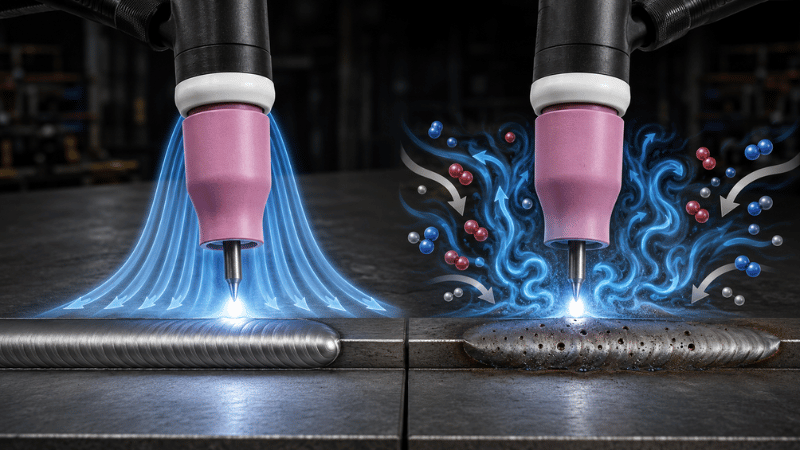
Here is the part many guides skip: too much gas can be as bad as too little. For a #8 TIG cup, flow rates above roughly 25–30 CFH may push shielding gas toward turbulence, especially with long tungsten stickout, poor torch angle, or shop drafts.
That behavior relates to Reynolds number, which describes whether flow stays smooth or becomes turbulent. You do not need to solve equations at the welding bench. Just remember this: smooth shielding protects the weld; turbulent shielding can pull oxygen and nitrogen into the arc zone. Haynes International also notes that excessive gas flow can increase turbulence and draw air into the weld area: Haynes GTAW Guide.
To diagnose TIG welding gas flow problems, check cylinder pressure, confirm flow at the torch, inspect fittings with soapy water, block drafts, and examine the cup, gas lens, O-rings, and back cap seal.
TIG Porosity: Why Clean Metal Still Gets Pinholes
TIG welding porosity appears as pinholes, pits, bubbles, wormholes, or internal voids. It usually means gas became trapped in the weld before solidification.
Common causes include dirty base metal, oil, moisture, paint, anodizing, poor gas coverage, leaks, drafts, or contaminated filler rod. The Fabricator explains that contaminated filler metals can release gases when exposed to the arc: Porosity Causes in Welding.
Fix porosity by cleaning to bright metal, degreasing before brushing, wiping filler rods, checking argon supply, inspecting O-rings, reducing drafts, and using the right cup size and tungsten stickout.
Field note: when porosity appears suddenly, check three boring things first—loose gas fittings, dusty filler rods, and shop fans. A cheap fan can waste hours of skilled labor, argon, tungsten, inspection time, and customer confidence.
Tungsten Contamination: The Tiny Mistake That Wrecks the Arc
TIG tungsten contamination causes arc wandering, dirty beads, hard starts, discoloration, unexpected balling, and black deposits near the weld.
It usually happens when tungsten touches the puddle, filler touches the tungsten, arc length is too long, or dirty material vaporizes into the arc zone.
Stop welding, remove the contaminated section, and regrind lengthwise on a dedicated wheel. Do not “weld through it.” That is optimism, not troubleshooting.
Grinding direction matters. ABICOR BINZEL explains that longitudinal grinding supports better arc behavior than transverse grinding: Tungsten Sharpening Guide.
Tungsten Prep: Where Arc Stability Begins
Grind tungsten lengthwise, keep the taper consistent, avoid deep grinding marks, and match tip geometry to current and material.
For manual TIG, a clean grind is usually enough. For automated TIG welding, orbital welding, sanitary tube, or high-repeatability production, tungsten grinding quality becomes a measurable variable.
For demanding precision applications, a practical benchmark is keeping grinding marks fine and consistent, with surface roughness around Ra 0.4 μm or better. This helps reduce random arc wander, unstable starts, and premature tungsten breakdown.
Arc-Zone notes that tungsten manufacturing and grinding methods can affect electrode performance, especially when electrodes are cut and tapered for consistent arc behavior.
In short: hand welding may tolerate a decent grind. Automation does not. Robots are consistent, but brutally honest.
Arc Wandering: Why Your TIG Arc Won’t Stay Put
TIG arc instability feels like the arc drank too much coffee. It flickers, drifts off the joint, starts poorly, or creates an inconsistent puddle.
Common causes include long arc length, contaminated tungsten, poor grind quality, weak ground contact, wrong polarity, worn consumables, or HF start issues.
Stabilize the arc by shortening arc length, regrinding tungsten, improving ground contact, confirming polarity, replacing worn torch parts, and reducing drafts.
If the problem changes with hand position, suspect technique. If it appears after changing torch parts, inspect consumables. If output remains intermittent after setup checks, then suspect the machine.
Automation-Specific TIG Troubleshooting
Manual TIG welders can feel problems and compensate. Automated TIG systems cannot. They repeat exactly what they are told—even when the setup is quietly wrong.
In automated TIG welding, small variables become big problems: tungsten geometry, stickout, gas lens condition, fixture grounding, cable routing, arc start stability, shielding continuity, and part fit-up.
A robot will not “adjust by feel.” It will faithfully repeat a bad setup 300 times before lunch. That is why automated TIG troubleshooting must focus on repeatable inputs: electrode geometry, gas flow consistency, fixture contact, torch alignment, shielding coverage, and verified parameters.

HF Start Interference: The Invisible Trouble-Maker
High-frequency start problems can cause more than hard starts. In automated systems, HF noise may interfere with sensors, control signals, arc-start detection, or nearby electronics.
The result may look like random arc failures, false alarms, controller resets, or inconsistent start timing.
Before replacing expensive parts, check grounding, cable routing, shielding continuity, damaged torch leads, loose connections, and whether welding cables run too close to signal cables.
A good rule: keep high-current welding paths and low-voltage control signals separated. The arc does not care about your control cabinet. Your control cabinet absolutely cares about the arc.
Aluminum TIG Troubleshooting: Soot, Porosity, and AC Balance
Aluminum TIG troubleshooting is different because aluminum has a stubborn oxide layer, high thermal conductivity, and very little patience for bad prep.
Black soot can come from dirty metal, poor gas coverage, excessive arc length, wrong torch angle, incorrect AC balance, or contaminated tungsten.
Aluminum porosity usually comes from oxide contamination, moisture, dirty filler, drafts, or incomplete cleaning. Degrease first, brush second, clean the filler rod, and weld soon after preparation.
AC balance controls cleaning action versus penetration. More cleaning helps remove oxide but heats the tungsten. More penetration improves heat focus but reduces cleaning. Adjust AC balance only after cleaning and gas coverage are confirmed.

Cold TIG Welds: Pretty Beads, Weak Fusion
Poor penetration often appears as a tall, ropey bead sitting on top of the joint. The weld may look decent but fail to fuse properly.
Common causes include low amperage, fast travel speed, poor fit-up, oversized filler, long arc length, thick heat-sinking parts, or poor joint prep.
Improve penetration by increasing amperage appropriately, slowing travel, tightening arc length, improving joint prep, preheating when suitable, and reducing filler size if the puddle freezes too quickly.
For structural, pressure, aerospace, or code-critical welds, visual inspection is not enough. Use qualified procedures and proper inspection.
Torch Setup Problems That Make Good Welders Look Bad
Torch consumables are small, cheap, and surprisingly good at causing chaos.
Check tungsten size against collet size, cup condition, gas lens screen, back cap seal, O-rings, ceramic cup cracks, and torch head damage.
A cracked cup can destroy shielding. A loose collet can destabilize tungsten. A clogged gas lens can make the bead look like it was welded in a sandstorm.
Good torch setup improves gas coverage, arc stability, tungsten stickout, visibility, and heat control.
TIG Troubleshooting Decision Framework
Start with the visible symptom: porosity, soot, arc wandering, tungsten contamination, poor penetration, cracking, or no arc.
Then check the most likely causes: gas coverage, cleanliness, tungsten condition, torch setup, machine settings, and technique.
Fix the cheapest variables first: clean material, regrind tungsten, check gas flow, improve ground, shorten arc length, and inspect consumables.
Only after setup is verified should you adjust amperage, AC balance, AC frequency, pulse, preflow, or post-flow.
Pre-Weld TIG Checklist
Before welding, confirm polarity and mode, clean base metal, clean filler, prepare fresh tungsten, match cup and collet, secure the ground clamp, and verify gas flow.
During welding, keep a short arc length, stable torch angle, consistent travel speed, and filler inside the shielding envelope.
After welding, inspect bead appearance, check tungsten condition, record successful settings, and store filler and tungsten properly.
This simple TIG welder troubleshooting habit prevents defects before they become scrap, rework, and awkward production meetings.
Safety and Trust Notes
Welding involves fumes, UV radiation, burns, electrical shock, hot metal, compressed gas, and fire risk. OSHA lists welding hazards including fumes, ultraviolet radiation, burns, eye damage, electrical shock, cuts, and crush injuries: OSHA Welding Hazards.
Always use proper PPE, ventilation, cylinder handling, and hot-work controls. Never weld sealed containers unless they are properly cleaned, vented, and approved by qualified personnel.
This guide supports troubleshooting. It does not replace qualified welding procedures, certified inspection, or engineering approval for critical welds.
FAQs
Why does my TIG weld have porosity?
TIG porosity usually comes from poor shielding gas coverage, dirty base metal, contaminated filler rod, drafts, gas leaks, moisture, or incorrect gas flow.
Can too much argon cause TIG welding problems?
Yes. Excessive argon flow can create turbulence around the cup, disturb the shielding envelope, and pull oxygen or nitrogen into the weld zone.
Why does tungsten grinding quality matter?
Tungsten grind direction, tip geometry, and surface roughness affect arc stability, arc starts, penetration profile, and electrode life, especially in precision or automated TIG work.
Why do automated TIG systems have repeatability problems?
Automated TIG systems are sensitive to small variables such as tungsten geometry, stickout, gas flow, grounding, cable routing, fixture contact, HF start stability, and shielding continuity.
Conclusion
Use this TIG weld troubleshooting process before blaming the machine: identify the symptom, check gas coverage, clean the material, regrind tungsten, inspect consumables, verify ground and polarity, then adjust settings.
Most TIG defects come from small variables stacking up. Control those variables, and TIG welding becomes cleaner, cheaper, and far more repeatable—especially in automated and precision welding environments.
Need a More Reliable TIG Setup?
When your team needs cleaner welds, fewer rejects, and more stable TIG performance, the right setup matters. From tungsten selection to gas lens configuration, torch design, filler choice, machine parameters, and automation integration, a properly matched process can reduce rework before it eats your schedule.
Contact us today to discuss your material, production goals, and TIG welding challenges. Let’s turn troubleshooting into repeatable weld quality.



{kind=link}