

So, what is flux core welding? It is a wire-feed arc welding process that uses tubular wire filled with flux to shield and support the weld. Think MIG welding’s tougher outdoor cousin—the one wearing work boots and laughing at a light breeze.
Technically, it is called FCAW welding, or flux-cored arc welding. AWS describes FCAW as a process using a continuously fed consumable electrode filled with flux. (AWS)
FCAW Quick Decision Matrix
How Flux Core Welding Works
A flux core welder feeds tubular flux core wire through the gun. The arc melts the wire and base metal, while the flux helps protect the molten pool, stabilize the arc, and form slag over the weld.
Unlike solid MIG wire, flux core wire has a hollow center packed with fluxing compounds. That makes FCAW useful for outdoor work, heavy fabrication, repairs, and higher-deposition welding. (AWS)

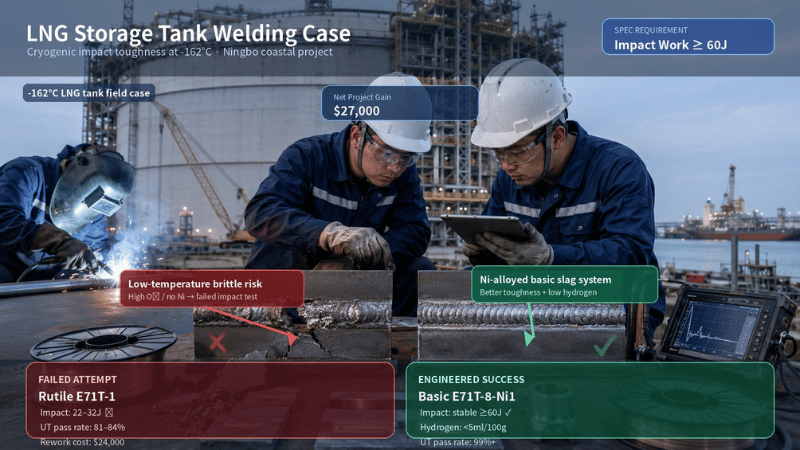
Rutile vs Basic Flux Core Wire
The slag system affects cleanup, bead appearance, positional welding, and mechanical performance. This is where cheap wire can become expensive very quickly.
Rutile flux core wire is usually easier to run. It often gives smoother arc behavior, easier slag removal, and cleaner bead appearance, making it popular for general fabrication and positional work.
Basic flux core wire is often chosen when toughness or mechanical performance matters more. It can be less forgiving and usually needs tighter control of parameters, storage, and operator technique.
| Factor | Rutile Wire | Basic Wire |
|---|---|---|
| AWS Example | E71T-1 | E70T-5 |
| Ease of Use | Higher | Lower |
| Slag Removal | Easier | More demanding |
| Best Fit | General fabrication | Higher-spec work |
AWS Wire Classification: E71T-1 vs E70T-5
AWS-style codes are not random alphabet soup. In E71T-1, “E” means electrode, “7” indicates tensile strength class, “1” generally points to all-position capability, and “T” means tubular flux-cored wire.
In shop language, E71T-1 is commonly associated with rutile, gas-shielded FCAW for usability and positional work. E70T-5 is commonly associated with basic slag systems and more demanding applications.
Always verify the manufacturer’s data sheet. The label is not decoration; it is the tiny contract between your weld and reality.
Self-Shielded vs Gas-Shielded FCAW
Self-shielded flux core welding does not need external shielding gas. The flux inside the wire protects the weld, making it useful for outdoor repair, fencing, trailers, farm equipment, and construction.
Gas-shielded flux core welding uses flux-filled wire plus external gas. It is more common in shop fabrication and production where weld quality, deposition rate, and repeatability matter.
Beginners often start with self-shielded FCAW. Production shops often prefer gas-shielded FCAW when output matters more than keeping the setup minimal.

What Is Flux Core Welding Suitable For?
Flux core welding is best for practical steel work: outdoor repairs, thicker mild steel, farm equipment, trailers, gates, brackets, construction, heavy equipment repair, and general fabrication.
It can tolerate imperfect surfaces better than some cleaner processes, but do not treat rust, paint, oil, and mystery grime like free welding accessories. Cleaning still improves weld quality and consistency.
Where FCAW Is Not Ideal
Flux core welding is not ideal for thin sheet metal because burn-through is easier. It is also not the best choice for cosmetic welds that need minimal cleanup, since FCAW creates slag and often more spatter than MIG or TIG.
Standard flux core setups are usually not suitable for aluminum. For aluminum, MIG with a spool gun or TIG is usually a better route.
Indoor welding also needs ventilation. OSHA notes that welding can expose workers to fumes, UV radiation, burns, eye damage, and electrical shock. (OSHA)
Flux Core Welding vs MIG Welding
Flux core and MIG are both wire-feed welding processes. The biggest difference is shielding.
MIG usually uses solid wire with external shielding gas. Flux core welding uses flux-filled tubular wire; some wires are self-shielded, while others also require gas.
Choose flux core for outdoor repairs, thicker steel, and portability. Choose MIG for cleaner indoor welds and better thin-metal control.
Deposition Rate: The B2B Number That Matters
For production buyers, “faster” is not enough. You need numbers. A simplified deposition-rate formula is:
Where W is deposition rate, Edeposition is deposition efficiency, and I is welding current.
In practical terms, stick welding often sits around 1.5–2.5 kg/h, while semi-automatic flux-cored welding may reach 5–8 kg/h depending on wire diameter, current, position, and procedure. That is why FCAW gets serious attention in production shops.
Critical Failure Points in FCAW
Slag inclusions happen when slag gets trapped inside the weld. Common causes include poor travel angle, low heat input, narrow joint access, poor cleaning, or letting slag run ahead of the weld pool.
Worm tracks are tunnel-like marks or gas trails on the weld surface. They are often linked to excessive voltage, moisture contamination, poor wire storage, or incorrect parameters.
Fix the cause before grinding the evidence. Welding defects are not “texture.” They are your process asking for adult supervision.

Compliance & Code Considerations
For hobby work, a sound weld may be enough. For structural, pressure-related, inspected, or customer-approved work, “looks good” is not a qualification system.
AWS D1.1 may apply to structural steel welding, while ASME Section IX covers procedure and personnel qualification rules for certain code work. (ASME)
Before choosing FCAW equipment for B2B work, confirm the applicable code, approved filler metal, welding positions, WPS, PQR, amperage range, and duty cycle. For code-critical work, involve qualified welding personnel or inspectors.
Equipment and Safety
You need a flux core-capable welder, correct wire, contact tips, suitable drive rolls, work clamp, PPE, and cleanup tools. Gas-shielded FCAW also needs shielding gas, regulator, hose, and compatible machine setup.
Essential gear includes a welding helmet, gloves, jacket, ventilation or fume extraction, chipping hammer, wire brush, grinder, clamps, and anti-spatter spray. Polarity matters, so check the wire label and machine manual before striking an arc.
Flux core welding produces fumes, sparks, UV radiation, heat, and spatter. Use proper PPE, remove flammables, keep the work area dry, and follow safety instructions.
When to Move to Mechanized FCAW
Manual FCAW has limits. Operators get tired, travel speed changes, and long welds become inconsistent.
Consider mechanized FCAW when welds are long, repeated, high-volume, or affected by operator fatigue. A practical trigger point: if seams regularly exceed 1 meter or daily wire consumption is high, mechanized FCAW may deserve evaluation.
Mechanization does not magically improve quality. Fixturing, WPS validation, settings, training, and inspection still matter.
FAQs
Does flux core welding need gas?
Self-shielded flux core welding does not need external shielding gas. Gas-shielded flux core welding does use shielding gas and is often used in shop or production environments.
Is flux core welding good for beginners?
Yes, especially self-shielded FCAW for basic steel repairs. Beginners still need to learn polarity, travel speed, stickout, slag removal, and ventilation.
What is the difference between rutile and basic flux core wire?
Rutile flux core wire is usually easier to use and cleaner to run. Basic flux core wire is often chosen for tougher mechanical requirements but needs tighter setup and technique.
When should a shop move to mechanized FCAW?
A shop should consider mechanized FCAW when welds are long, repetitive, high-volume, or affected by operator fatigue and inconsistent travel speed.
Conclusion
So, what is flux core welding? It is a wire-feed process that uses flux-filled tubular wire to shield and support the weld. It is practical, portable, and especially useful for outdoor repairs, thicker steel, construction, fabrication, and maintenance.
The smart move is choosing the right flux core wire, slag system, polarity, safety setup, and procedure. For B2B or inspected work, also consider AWS D1.1, ASME Section IX, WPS requirements, deposition rate, and whether manual or mechanized FCAW makes more sense.
Ready to Improve Your Welding Productivity?
Choosing the right FCAW setup should not feel like decoding a welding horoscope. Our team helps customers compare wire type, material thickness, slag behavior, safety needs, production volume, deposition rate, and equipment options for manual, semi-automatic, and mechanized welding applications.
Contact us today to request a process review or equipment recommendation for your next flux core welding project.



{kind=link}