

6061-T6 Welding Snapshot
- Primary Challenge: HAZ strength drop (T6 → T0)
- Best Filler (Structural): ER5356 – high shear strength
- Best Filler (Aesthetic): ER4043 – low crack sensitivity, may darken post-anodizing
- Critical Metric: Heat Input (Q) must be minimized via controlled travel speed
6061-T6 aluminum is widely used across aerospace, automotive, and structural applications due to its excellent strength-to-weight ratio. However, welding it poses challenges that can compromise structural integrity and aesthetic finish. Selecting the correct filler alloy and controlling the heat-affected zone (HAZ) are the two most critical factors for successful welding.
From hands-on experience, I’ve learned that subtle adjustments in travel speed, filler choice, and pre/post-weld treatment can dramatically improve outcomes. This guide provides practical techniques, expert tips, and decision frameworks to help engineers and fabricators produce high-quality 6061-T6 welds.
Understanding 6061-T6 Aluminum
Material Properties and T6 Temper
6061 aluminum is a precipitation-hardened alloy primarily composed of magnesium and silicon, which give it a strong mechanical profile. In T6 temper, the alloy reaches approximately 45 ksi tensile strength, with excellent corrosion resistance. This combination makes it a favorite for load-bearing components in aerospace and automotive industries.
Beyond strength, 6061-T6 exhibits good fatigue resistance, which is critical in dynamic structural applications such as bicycle frames, aircraft fuselages, and high-performance automotive parts.
Temper Impact on Weldability
The T6 temper is both a strength asset and a welding challenge. Heat introduced during welding can over-age the alloy in the HAZ, causing the material to revert to T0 condition, effectively softening it. Maintaining T6-level performance in welded zones is impossible without solution treatment, but careful heat control can minimize strength loss.
Typical Industrial Applications
- Aerospace components like wing spars and fuselage panels
- Automotive chassis and roll cages
- Marine structural elements
- Precision machinery and tooling
- Recreational vehicles (bicycles, motorcycles, ATVs)
Heat-Affected Zone (HAZ) Strength Loss
Why Strength Drops
The HAZ is the region adjacent to the weld where base material experiences elevated temperatures without melting. For 6061-T6, this region can lose most of its T6 hardness, dropping to T0 or T1. The consequences are reduced load-bearing capacity and increased susceptibility to fatigue cracking.
Heat Input Formula and Control
Accurate calculation of heat input is critical for repeatable welding. The correct formula is:Q=η⋅vU⋅I
Where:
- U = arc voltage (V)
- I = welding current (A)
- v = travel speed (mm/min)
- η = thermal efficiency (typically 0.8–0.9 for TIG/MIG)
Controlling travel speed vvv is the only practical way to reduce HAZ width, which explains why robotic or automated welding consistently outperforms manual methods in minimizing strength loss.
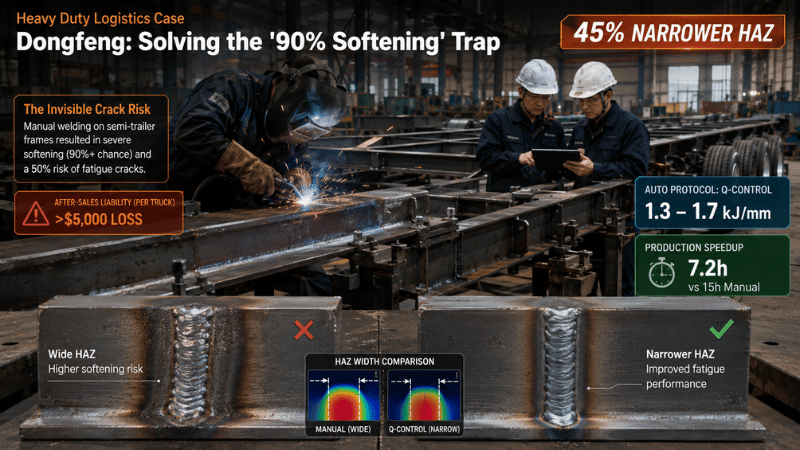
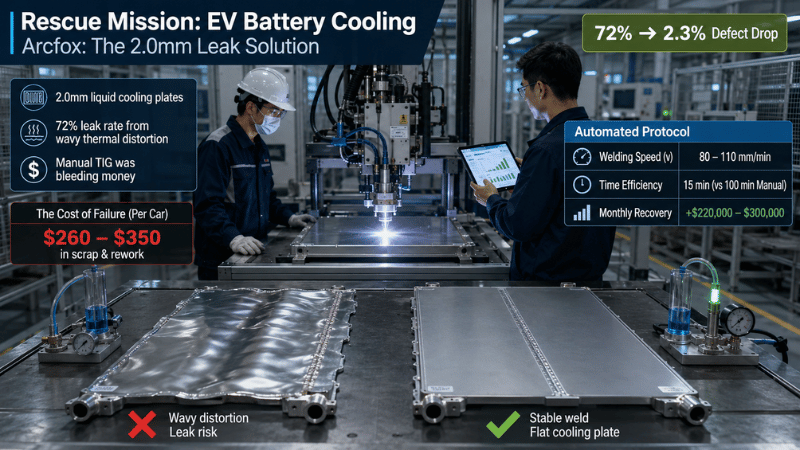
Automated vs Manual Welding
Automated TIG and MIG systems provide consistent heat input, uniform weld beads, and repeatable HAZ profiles. In contrast, manual welding introduces variability from operator technique, torch angle, and travel speed. For high-volume or precision components, automation reduces defects and ensures reproducibility.
Real-world tip: Even a 10% increase in travel speed can reduce HAZ width significantly, without compromising penetration, especially on thin-gauge 6061 sheets.
Choosing the Right Filler Alloy
ER4043 vs ER5356 Comparison
| Property | ER4043 | ER5356 |
|---|---|---|
| Crack Sensitivity | Low | Moderate |
| Post-Weld Anodizing | Turns gray/black | Maintains bright finish |
| Service Temp | 150°C | 180°C |
| Automation Feedability | Excellent | Good |
| Expert Tip | Thin sheets, robotic TIG | Structural strength and high-load parts |
Key Insight: ER4043 is ideal for thin, aesthetic welds where post-anodizing appearance is secondary. ER5356 is preferred for structural or high-temperature applications due to higher strength and durability.
Practical Selection Guidelines
- Aerospace & automotive structural joints: ER5356
- Visible anodized surfaces: ER4043
- Hybrid or general fabrication: Select based on thickness, post-weld treatment, and desired HAZ control
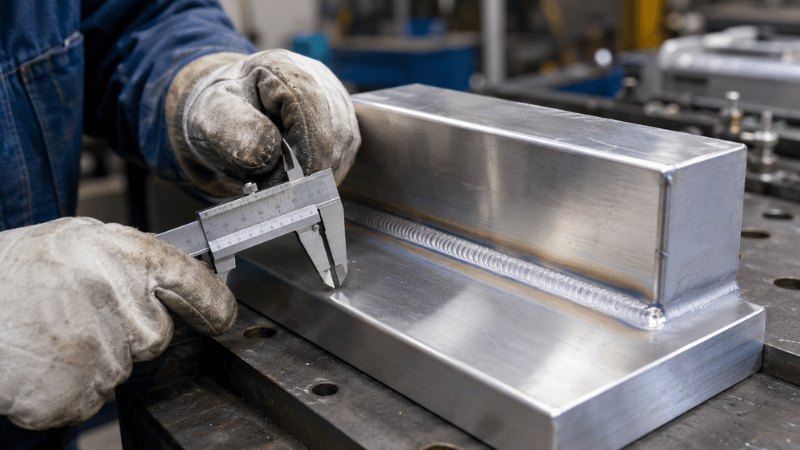
Hands-on tip: Pre-fitting parts tightly reduces the filler gap, lowers heat input, and narrows the HAZ. This simple adjustment can save rework and prevent softening.
ER4043 “Black Weld” Issue
- Technical explanation: ER4043 contains ~5% silicon. During anodizing, silicon does not oxidize uniformly, leading to surface deposits that appear dark gray or black.
- Solution: If a bright, color-matched finish is required, use ER5356.
Welding Techniques for 6061-T6
TIG, MIG, and Specialized Methods
- TIG (GTAW): Ideal for thin sheets, high-quality welds, and aesthetic finishes
- MIG (GMAW): Suitable for thicker components or robotic welding; faster deposition
- Friction stir & laser welding: Specialized applications where minimal HAZ and precision are critical
Preheat and Post-Weld Considerations
- Preheat: 150–200°F reduces thermal shock for thicker plates
- Post-weld aging: Optional; can restore partial T6 hardness. Full recovery requires solution treatment followed by artificial aging
Step-by-Step Practical Welding Guide
- Clean base metal thoroughly to remove oxide layer
- Secure components to minimize distortion
- Set welding parameters based on calculated heat input
- Maintain consistent travel speed; avoid lingering in one spot
- Adjust torch angle and filler feed for uniform penetration
Pro tip: Slightly faster travel speed improves fusion and reduces HAZ width without compromising bead integrity.
Tools, Equipment, and Safety Considerations
- AC/DC TIG machine with pulse capability
- Spool gun for MIG aluminum
- Tungsten electrodes (2% Th or La₂O₃)
- Fume extraction systems
Safety: Aluminum fumes are hazardous; always use proper ventilation. Heat-reflective gloves, flame-resistant clothing, and welding helmets are essential.
Operational tip: For repeated production, consistent electrode preparation and torch setup prevent arc instability and reduce porosity.
What Competitors Often Miss
- Defect prevention checklist: porosity, cracking, and HAZ control
- Filler alloy decision frameworks: beyond datasheets, practical for real-world fabrication
- Visual step-by-step guidance: torch angle, travel speed, bead profile
- Time and cost considerations: balancing automation vs manual welding
This guide combines technical depth with practical insights often skipped in other references, providing actionable advice for engineers and fabricators.
FAQs
Can post-weld aging fully restore 6061-T6 strength?
No, full T6 properties require solution heat treatment.
Why does ER4043 turn dark after anodizing?
Silicon (~5%) forms deposits on the surface, making welds gray/black; ER5356 maintains brightness.
What is the main advantage of automated welding on 6061-T6?
Consistent heat input minimizes HAZ width while preserving base material properties.
Is TIG always better than MIG for 6061-T6?
TIG provides superior control and aesthetics for thin sheets; MIG is faster for thicker or robotic applications.
Conclusion
- Correct filler alloy selection is essential for weld quality
- HAZ strength loss can be minimized via controlled heat input
- Automated welding ensures consistent, defect-free results
- Using checklists and decision frameworks increases confidence for both professionals and hobbyists
Call to Action
Optimize Your 6061-T6 Welding Today
Receive expert guidance on filler alloy selection, welding parameters, and HAZ control to maximize strength and aesthetics.
Book a Consultation
Contact us today for personalized welding plans that reduce defects, save time, and improve aluminum fabrication quality.



{kind=link}