

Pressure vessel welding is not ordinary fabrication. When a weld must withstand pressure, temperature changes, cyclic loading, and inspection scrutiny, pressure vessel welding services need to prove much more than good appearance.
This guide is for engineers, QA/QC teams, procurement specialists, and maintenance leaders who need real answers on WPS/PQR qualification, metallurgy control, compliance proof, and supplier evaluation.
What Makes Pressure Vessel Welding Different
Pressure vessel welds carry higher consequences than general fabrication. A poor weld can lead to leaks, failed inspections, shutdowns, repair loops, or serious safety risks.
That is why pressure vessel welding must be evaluated through both code compliance and metallurgy control. A compliant document package is important, but it does not replace sound heat control, traceability, and inspection discipline.
Common vessel materials include carbon steels such as SA-516 Grade 70, as well as stainless steels and alloy steels used for corrosive or high-temperature service. Joint type, thickness, restraint, and service conditions all affect the welding plan.
Common Welding Processes Used for Pressure Vessels
Different jobs require different processes. Good suppliers select the method based on material, thickness, access, and service conditions, not just shop habit.
GTAW/TIG is often used for root quality, thin-wall sections, and high-purity applications. It is slower, but it gives excellent control where root integrity matters.
SMAW is still common for field repair work and restricted-access areas. It remains practical when portability and flexibility are essential.
GMAW and FCAW can improve productivity when procedure control is stable. Pressure vessel welding services that use these processes successfully usually have strong fit-up, parameter control, and inspection discipline.
SAW is widely used for thicker sections and repeatable shop fabrication. It is efficient and well suited for long seams in controlled production environments.
Orbital welding is useful for precision applications where consistency matters and manual variation must be reduced.
WPS, PQR, and Qualification Requirements
A WPS, or Welding Procedure Specification, is the written welding instruction. It defines the approved process, filler, material group, preheat, position, and technique.
A PQR, or Procedure Qualification Record, is the proof that the procedure works. It documents the actual test coupon, welding variables, and test results used to qualify the procedure. WPS/PQR qualification is where compliance starts becoming measurable.
Welder qualification is not the same as procedure qualification. A qualified welder proves the operator can weld within an approved range. A qualified procedure proves the method itself is acceptable.
Under ASME Section IX welding rules, changes to essential variables may trigger requalification. That is why buyers should check more than whether a supplier simply has a WPS.
Before approving fabrication or repair, buyers should ask to review the WPS, supporting PQR, welder qualifications, material traceability process, and inspection plan.
ASME Compliance Is More Than Paperwork
ASME Section IX is central to pressure vessel welding qualification, but real compliance goes beyond listing a code on a certificate. It should be visible in records, traveler sign-offs, material traceability, inspection reports, and repair history.
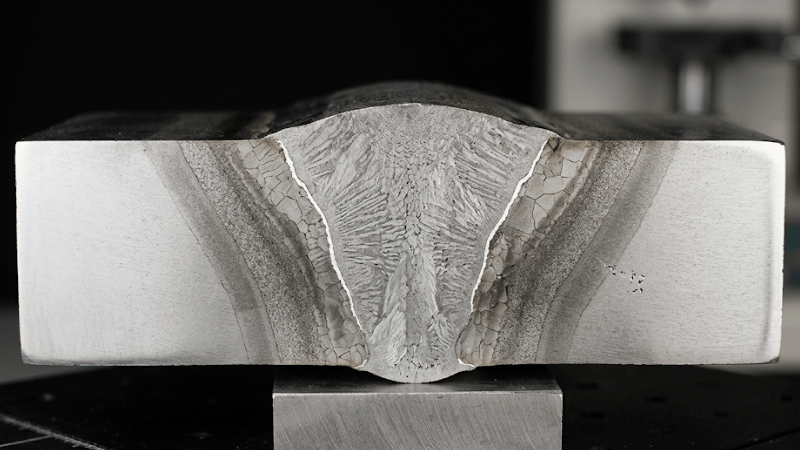
One important topic many articles miss is t8/5 cooling time. This refers to the cooling period from 800°C to 500°C, which strongly affects HAZ microstructure, hardness, and toughness.
For crack-sensitive steels such as SA-516 Grade 70, controlling cooling behavior can be just as important as following the written procedure. In some applications, a practical t8/5 cooling time window of around 10 to 25 seconds may be used as part of metallurgy control, depending on chemistry, thickness, restraint, and toughness requirements.
That is the difference between nominal compliance and practical weld reliability. A supplier may show the right paperwork, but if the thermal behavior of the weld is not controlled, the risk remains.
Metallurgy Risks Buyers Should Not Ignore
Material chemistry changes welding behavior. That is especially true for common vessel steels where carbon equivalent can affect crack sensitivity.
A practical example is the CE 0.41–0.43 range often seen in SA-516 applications. When carbon equivalent rises into that range, delayed cracking risk may increase, especially if preheat planning, hydrogen control, and restraint conditions are poorly managed.
The main risks include hydrogen-related cracking, excessive HAZ hardness, and toughness loss. These problems do not always appear immediately. Sometimes they show up later as RT failures, rework, or unexpected delays.
That is why pressure vessel welding services should control preheat, interpass temperature, consumable condition, and heat input as part of normal execution, not as afterthoughts.
How Quality Control Actually Works
Quality control starts before welding begins. Material verification confirms the correct grade and traceability. Fit-up and edge preparation reduce defect risk. Consumable handling matters because moisture can increase hydrogen problems. Preheat should be confirmed by measurement, not guesswork.
During welding, heat input awareness, interpass temperature control, purge quality where needed, and traveler sign-offs help ensure actual production matches the approved procedure.
After welding, checks usually include visual inspection, dimensional verification, and NDE such as RT or UT depending on the code and service requirements. Repair loops should also be tightly controlled to prevent technical and documentation problems from multiplying.
Common rejection causes include poor fit-up, incomplete fusion, slag inclusion, porosity, purge failure, and uncontrolled parameter drift. Strong teams prevent these issues through planning and process discipline.

Fabrication Welding vs Repair Welding
New-build fabrication is usually more controlled. Access is better, sequencing is planned, and documentation is often simpler.
Repair welding is more demanding. Service history, contamination, restricted access, residual stress, and turnaround pressure can all affect the welding plan. That is why pressure vessel repair welding often carries higher approval and execution risk.
When repair scope involves crack removal, unknown prior repairs, altered material condition, or high restraint, additional engineering review is often necessary. Not every supplier that handles shop fabrication well is equally prepared for repair work in live industrial environments.
How to Evaluate Pressure Vessel Welding Services
Buyers should compare suppliers using evidence, not broad quality claims. Start with qualification proof: WPS/PQR for pressure vessels, welder qualification range, material and thickness coverage, and code familiarity.
Then review measurable performance indicators. A capable supplier should be able to discuss X-ray pass rate, first-time RT acceptance rate, repair rate, hold-point closure speed, and traceability completeness.
For example, a TIG root pass first-time pass rate above 99.5% can be a useful KPI when clearly defined and supported by records. The exact benchmark depends on the scope, but the point is simple: ask for data, not slogans.
Red flags are also easy to spot. No metallurgy discussion for crack-sensitive materials. No clear ownership of NDE visibility. Strong claims with no measurable acceptance history.
Cost, Timeline, and Risk Drivers
Cost depends on more than weld length. Material chemistry, weld volume, code documentation, NDE scope, access conditions, and repair iterations all affect total project cost.
Schedule is shaped by qualification readiness, inspection hold points, preheat requirements, heat-control demands, and client approval cycles. Projects often slow down not because welding is difficult, but because compliance preparation is incomplete.
Poor metallurgy planning is a common hidden-cost driver. A quote may look competitive at first, then become expensive after repairs, failed inspections, or cracking concerns appear.
FAQs
1. Is a qualified WPS enough to prove a pressure vessel weld is safe?
No. A qualified WPS is essential, but buyers should also review supporting PQRs, welder qualifications, material chemistry, heat control, inspection results, and traceability records.
2. Why does t8/5 cooling time matter in pressure vessel welding?
Because cooling rate affects HAZ microstructure, hardness, and toughness. In crack-sensitive steels, controlling t8/5 cooling time helps reduce the risk of excessive hardness and delayed cracking.
3. What KPI should I ask a pressure vessel welding supplier to provide?
Ask for measurable data such as X-ray pass rate, first-time RT acceptance rate, repair rate, qualification coverage, and documentation completeness.
Conclusion
Pressure vessel welding services should be evaluated through qualified procedures, metallurgy control, inspection discipline, and measurable compliance evidence. A good-looking weld is not enough. Real reliability comes from controlled execution backed by records and performance data.
For buyers and engineers, the best supplier is usually not the cheapest on paper. It is the one that reduces technical, schedule, and compliance risk before welding starts.
Need a Welding Partner Who Understands More Than the Paperwork?
The right supplier should do more than quote welding hours. They should understand ASME compliance, material behavior, repair complexity, qualification coverage, and inspection planning well enough to reduce your risk before fabrication begins.
Contact us today with your material grade, thickness, code scope, and inspection requirements. We will help you review welding risk, qualification fit, and the most practical path to compliant execution.



{kind=link}