
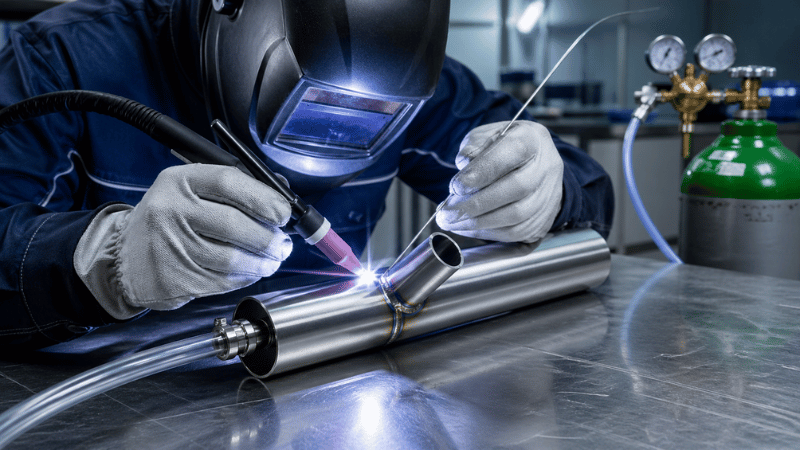
Learning how to weld titanium is mainly about discipline: clean metal, clean filler, clean gas, and no shop drama.
With proper TIG control, titanium welds can be clean, strong, and gorgeous. With poor shielding, they become expensive scrap wearing a fancy color chart.
Executive Summary: 3 Signs of a Good Titanium Weld
A good titanium weld usually has three things: clean color, protected root shielding, and tight process control.
Silver, light straw, or pale gold usually suggests good shielding. Dark brown, purple, blue, gray, or white means hot titanium likely met air when it should have stayed under argon.
Color helps, but it does not prove everything. A silver weld face can still hide an oxidized root if the backside was not purged.
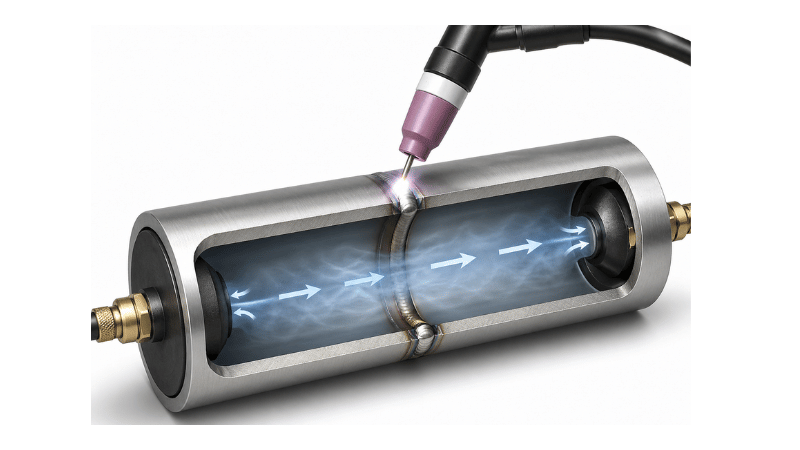
Tubing, pipe, and full-penetration joints need back purging titanium protection because oxygen, nitrogen, and hydrogen can weaken titanium welds.
Quick answer: To weld titanium, use TIG/GTAW with DCEN, 100% argon shielding, clean base metal, clean filler, back purging where needed, a trailing shield, and enough post-flow to protect the weld while it cools.
Can You Weld Titanium?
Yes, you can weld titanium. But titanium is less forgiving than mild steel or stainless steel.
Hot titanium reacts easily with oxygen, nitrogen, hydrogen, oils, fingerprints, moisture, dust, and dirty tools. That is why titanium welding must be controlled, not handled with a “burn it in and hope” mindset.
For aerospace, medical, pressure, nuclear, or chemical-service parts, always follow qualified welding procedures and inspection requirements. AWS G2.4/G2.4M provides guidance for fusion welding titanium and titanium alloys, including best practices for fabricating high-quality titanium components.
What Most Titanium Welding Guides Miss
Many guides explain settings. Fewer explain readiness.
Before welding titanium, check four things: material readiness, equipment readiness, welder skill, and project risk.
One overlooked issue is the prep window. Cleaned titanium does not stay clean forever. Oxide regrowth, dust, fingerprints, and moisture can return quickly, so critical parts should be welded soon after final cleaning.
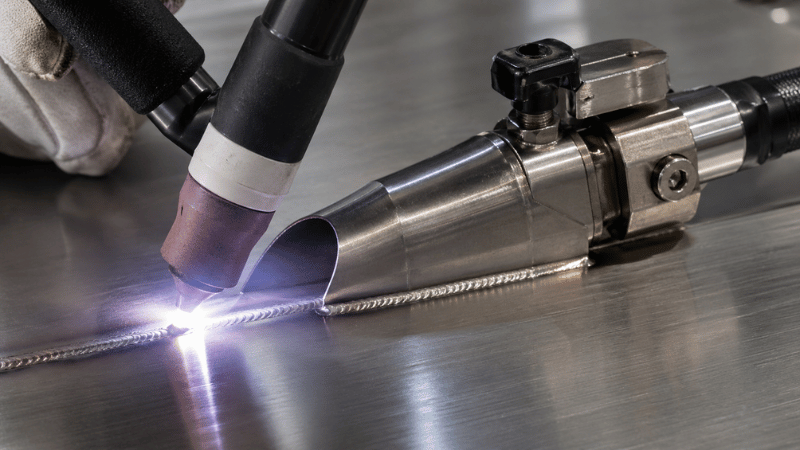
Another missed topic is trailing shield value. Increasing gas flow can help, but too much flow may create turbulence. A trailing shield protects the hot weld longer during cooling and can reduce rework, argon waste, and scrap.
And yes, a silver weld can still fail. If the face looks clean but the root was exposed to air, the weld may be internally oxidized and brittle. That is titanium’s favorite little trap door.
Titanium Welding Basics
Titanium welding joins titanium parts using controlled heat, shielding gas, and filler metal when needed. The goal is not just melting edges together; it is keeping contamination away until the weld cools safely.
For most precision work, TIG welding titanium, also called GTAW, is preferred because it provides heat control, clean arc starts, and reliable argon coverage. Total Materia identifies gas tungsten arc welding as one of the most widely used processes for joining titanium alloys.
MIG welding titanium is possible in some cases, but TIG is usually better for small-batch, critical, cosmetic, or high-quality work.
| Term | Meaning |
|---|---|
| TIG / GTAW | Gas tungsten arc welding |
| DCEN | Direct current electrode negative |
| Back purge | Argon shielding on the weld root |
| Trailing shield | Device protecting hot weld metal behind the torch |
| Gas lens | Torch part that smooths gas flow |
| HAZ | Heat-affected zone |
| Weld contamination | Oxygen, nitrogen, hydrogen, oil, dirt, or moisture entering the weld |
Titanium Welding Readiness Framework
Start with material readiness. Know the titanium grade before choosing filler, settings, or inspection criteria. Grade 2 is common for corrosion-resistant industrial work, while Grade 5 is stronger and more demanding.
Equipment readiness means having a TIG machine with DC capability, stable low-amperage control, high-frequency start, 100% argon, a gas lens, suitable cup size, purge equipment, and preferably a trailing shield.
Skill readiness means holding a tight arc, controlling travel speed, keeping filler inside the shielding envelope, and spotting color problems early.
Practice coupons and non-critical brackets are low risk. Exhaust tubing and cosmetic sheet are medium risk. Aerospace, medical, nuclear, pressure, and chemical-service parts are high risk.
Tools and Consumables
Your TIG machine should run DCEN with stable output. High-frequency start helps prevent tungsten contamination. Pulse can help on thin titanium, but it cannot rescue dirty prep.
A proper torch setup includes a gas lens, correct cup size, and enough post-flow. For longer welds, use a trailing shield instead of relying only on higher flow.
For titanium welding gas, 100% argon is the standard choice for torch shielding, trailing shielding, and back purging. Recent Miller guidance for titanium pipe and tubing also emphasizes 100% argon shielding gas, back purging, cleanliness, DCEN settings, and high-frequency starts.
Use clean tungsten, clean filler rod, and dedicated titanium cleaning tools. Stainless brushes, files, abrasives, lint-free wipes, gloves, and solvents should be clean and kept away from carbon steel contamination.
How to Prepare Titanium Before Welding
First, identify the titanium grade. Grade affects filler selection, settings, and inspection needs.
Second, remove oil, dirt, marker residue, fingerprints, and handling contamination. Wear clean gloves after final cleaning.
Third, remove oxides mechanically using dedicated tools. Do not use abrasives that previously touched carbon steel or stainless work.
Fourth, respect the 4-hour prep window as a practical shop rule. If the part sits around, gets touched, or looks questionable, re-clean it.
Fifth, clean the filler rod and keep the filler tip inside shielding gas during welding. Waving it outside the argon and dipping it into the puddle is basically hand-delivered contamination.
How to Weld Titanium Step by Step
Set the TIG machine to DCEN. Choose amperage based on thickness, joint design, and fit-up. Use high-frequency start.
Set shielding gas carefully. More flow is not always better; excessive flow can create turbulence and pull air into the shielding zone.
Purge the backside of tubing, pipe, and full-penetration joints to protect the root from oxidation and brittleness.
Tack weld under full shielding. Remove oxidized or contaminated tacks before final welding.
Hold a short, stable arc. Move consistently, avoid overheating, and keep filler inside the shielding envelope.
Keep shielding gas on after the arc stops because titanium remains reactive while hot. TWI explains that above 500°C, titanium has a high affinity for oxygen, nitrogen, and hydrogen, so the weld pool, HAZ, and cooling weld bead must be protected by inert gas.
Inspect color, porosity, oxidation, distortion, and root-side condition before continuing.

Titanium Welding Settings: Starting Points
These are starting points, not certified welding procedure specifications.
| Titanium Thickness | Amperage (DCEN) | Purge Strategy / Technical Note |
|---|---|---|
| 1.0 mm (0.040 in) | 35 – 55 A | High frequency start; gas lens mandatory. |
| 1.6 mm (1/16 in) | 60 – 90 A | Standard tubing range; trailing shield recommended. |
| 3.2 mm (1/8 in) | 100 – 140 A | Back purge oxygen level must be < 50 ppm. |
| 6.4 mm (1/4 in) | 160 – 225 A | Multi-pass required; extreme thermal management. |
Use pre-flow before arc start and post-flow long enough to protect the cooling weld and tungsten.
The goal is not maximum argon. It is correct coverage. A good trailing shield often beats blasting gas like you are inflating a parade balloon.
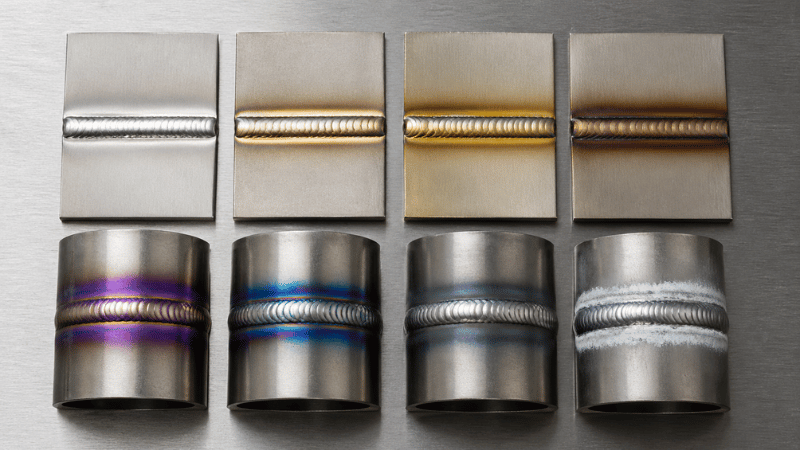
Titanium Weld Color Chart
A titanium weld color chart quickly reveals shielding problems.
| Weld Color | General Meaning |
|---|---|
| Silver | Excellent shielding indication |
| Light straw / pale gold | Usually acceptable in many non-critical jobs |
| Dark straw / brown | Warning sign |
| Purple / blue | Likely oxidation |
| Green / gray / white | Usually unacceptable |
Color is a diagnostic clue, not full proof of strength. A silver face does not guarantee backside protection.
For tubing, pipe, and full-penetration welds, verify purge quality. Critical work may require borescope inspection, bend testing, destructive testing, or formal quality checks.
If color looks wrong, stop. Improve gas coverage, block drafts, verify purge flow, increase post-flow, reduce heat input, clean again, and remake unacceptable welds when required.
Common Titanium Welding Mistakes
Common mistakes include skipping backside shielding, trusting face color alone, moving the torch away too soon, welding too long after prep, using dirty tools, overheating, choosing the wrong filler, and welding in drafts.
Fixes are simple but non-negotiable: back purge, verify root condition, maintain post-flow, re-clean when needed, use dedicated tools, control heat, match filler to grade, and block airflow.
Titanium hates breezes more than a candle at a birthday party.
Titanium Welding by Application
Titanium sheet needs tight fit-up and careful heat control because thin material overheats fast.
Titanium tubing and exhaust need back purging, clean tacks, and cosmetic control. Pretty welds are nice, but the inside still matters.
Titanium pipe requires disciplined root shielding, purge verification, procedure control, and inspection.
For aerospace, medical, marine, and chemical applications, use certified procedures when the part is structural, pressure-containing, safety-critical, regulated, or exposed to aggressive service conditions.
Cost and Practice Expectations
Titanium welding costs more because material is expensive, gas use is higher, tooling is specialized, and scrap hurts.
Poor shielding creates rework, failed inspection, lost time, and scrapped parts. A trailing shield and purge tooling may look like extra cost until they save a part worth far more.
Before production, weld practice coupons. Inspect them, and test samples when required. Practice is cheaper than learning on the customer’s part.
Safety, Standards, and Verification
Wear proper PPE, protect skin and eyes, manage hot metal, and provide ventilation. OSHA lists welding, cutting, and brazing requirements across general industry, maritime, and construction, including ventilation and protection rules.
Avoid chlorine-based cleaners near welding, control solvents carefully, and never weld sealed cavities without proper venting.
For regulated work, verify filler recommendations, gas purity, purge acceptance criteria, inspection requirements, and whether visual color alone is acceptable. Often, it is not.
FAQs
What is the best way to weld titanium?
TIG welding is usually best because it offers precise heat control, clean arc starts, and reliable argon shielding.
What gas do you use for titanium welding?
100% argon is the standard shielding gas for most titanium TIG welding, including torch shielding, trailing shield coverage, and back purging.
Can a silver titanium weld still be bad?
Yes. A silver face suggests good surface shielding, but the weld can still fail if the backside was not purged properly.
Do you need to back purge titanium?
Yes, for tubing, pipe, enclosed joints, and full-penetration welds. Back purging protects the root from oxidation and brittleness.
Conclusion
Titanium can be welded successfully, but it rewards discipline and punishes shortcuts. TIG/GTAW, 100% argon, clean prep, dedicated tools, back purging, trailing shielding, and post-flow are the basic entry fee.
The real lesson in how to weld titanium is simple: protect the metal before, during, and after the arc. A clean silver face is good news, but purge quality, prep timing, and inspection decide whether the weld is truly ready for service.
Request a Titanium Welding Setup Review
Working with titanium parts that cannot afford rework? Our team helps customers evaluate TIG setup, purge strategy, shielding coverage, filler selection, cleaning workflow, and inspection steps before expensive material reaches the bench.
Contact us today to review your titanium welding requirements and build a cleaner, safer, more reliable process from the first arc start.



{kind=link}