

Plasma cutting and oxy-fuel cutting are both widely used in metal fabrication, but they solve different problems. One is faster, cleaner, and more precise. The other is cost-effective to start with and still highly practical for thick carbon steel.
This guide compares their differences, costs, pros, cons, and best uses so you can choose the right process for your shop.
Quick Answer: Which One Should You Choose?
In most fabrication environments, plasma cutting is the better choice for faster, cleaner, and more precise cuts. It also works on stainless steel and aluminum, which gives it a major flexibility advantage.
Oxy-fuel cutting is usually the better option for thick carbon steel, lower upfront equipment cost, and field work where heating capability is also useful.
As a rule of thumb, plasma tends to win on thin and medium materials, while oxy-fuel becomes more practical as carbon steel thickness increases. The exact crossover point depends on your equipment, production volume, and cut-quality requirements.
Choose plasma if you need cleaner cuts, less grinding, better precision, or the ability to cut multiple conductive metals.
Choose oxy-fuel if you mainly cut thick carbon steel, want a lower entry cost, or need a portable setup for repair and outdoor work.
What Is Plasma Cutting?
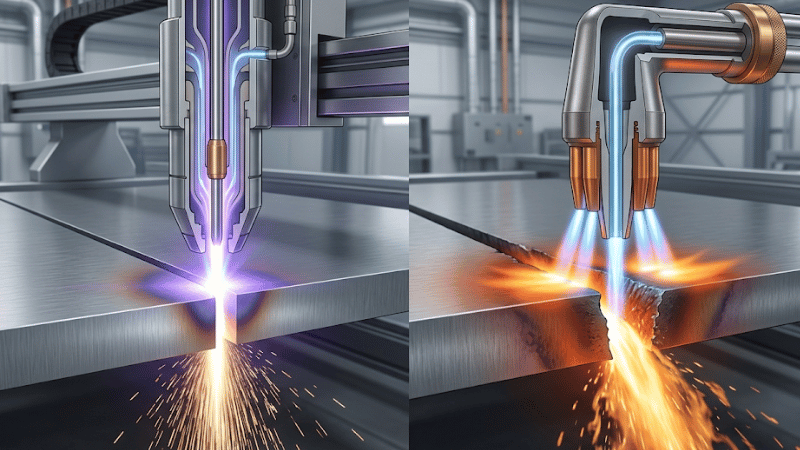
Plasma cutting uses an electrical arc and high-velocity ionized gas to melt and remove metal. Because it works on electrically conductive materials, it can cut carbon steel, stainless steel, and aluminum.
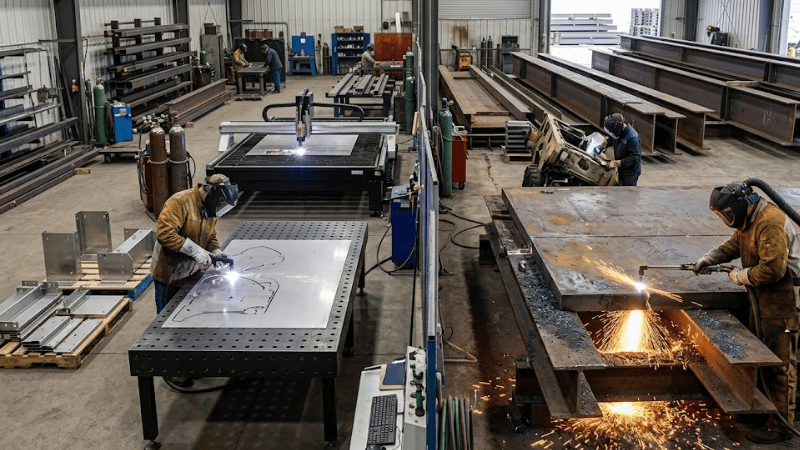
That versatility makes plasma a strong fit for fabrication shops, service centers, HVAC work, and CNC cutting applications. It is especially valuable when speed, repeatability, and cleaner edges matter.
The main advantages of plasma are higher cutting speed, narrower kerf, better precision, and less post-cut cleanup. Its main limitations are higher initial equipment cost, power requirements, and consumable expense.
What Is Oxy-Fuel Cutting?
Oxy-fuel cutting heats metal with a fuel gas flame and then uses a stream of oxygen to oxidize and blow away the cut material. This is why it is mainly suited to carbon steel rather than stainless steel or aluminum.
Oxy-fuel remains common in heavy fabrication, structural work, field repair, and maintenance. It is especially effective on thick carbon steel and in jobs where heating is also part of the process.
Its advantages include lower startup cost, strong thick-plate performance, and field flexibility. Its drawbacks include slower cutting in many applications, lower precision, and more cleanup after cutting.
Plasma Cutting vs Oxy-Fuel Cutting: Key Differences
How Cutting Method Affects Edge Condition and Downstream Welding
This is where process choice starts affecting real manufacturing cost, not just cutting speed.
Heat-affected zone (HAZ) matters because it changes the metal around the cut edge. Higher heat input can influence hardness, distortion risk, and later welding performance.
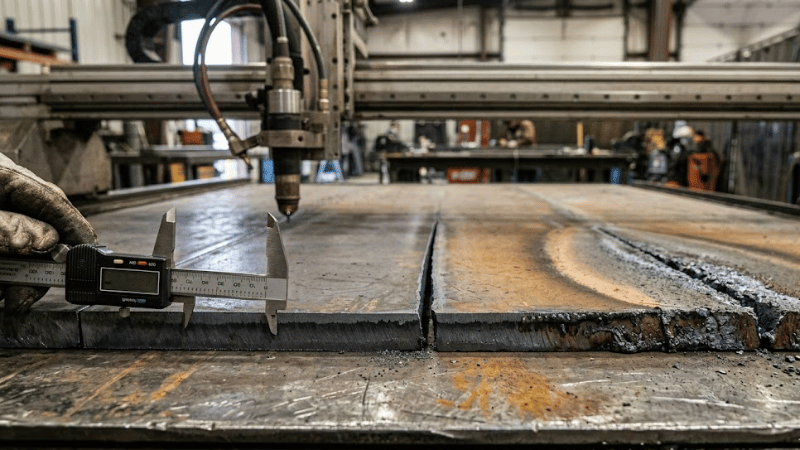
In general, oxy-fuel introduces more heat and oxidation, which can leave edges rougher and require more prep before welding or painting. Plasma typically produces cleaner edges with less oxidation, reducing prep time in many fabrication workflows.
That difference affects fit-up consistency, weld preparation quality, and overall shop efficiency. In other words, edge condition is not just a quality issue. It is a labor and productivity issue too.
What Affects Real-World Cutting Performance?
Actual shop performance depends on more than the process name.
Gas quality and oxygen purity directly affect oxy-fuel cut speed and cut quality. Poor gas quality can reduce productivity and increase operating cost.
Operator skill and setup quality also matter. Torch height, travel speed, nozzle condition, consumables, and machine tuning all influence the final result.
Material condition plays a role as well. Rust, coatings, contamination, and inconsistent plate surfaces can change cutting behavior and edge quality.
Finally, equipment class matters. Entry-level and industrial systems do not perform the same way, even when they use the same cutting process.
Pros and Cons of Plasma Cutting
Pros: Plasma is faster in many applications, produces cleaner cut edges, offers better precision, and can cut more types of conductive metals. It is an excellent fit for fabrication shops and production environments.
Cons: Plasma systems usually cost more upfront and require power and consumables. On some very thick carbon steel jobs, they may be less economical than oxy-fuel.
Pros and Cons of Oxy-Fuel Cutting
Pros: Oxy-fuel often has a lower upfront cost, performs well on thick carbon steel, works well in field environments, and can also be used for heating.
Cons: It has limited material compatibility, lower precision, more cleanup, and slower speed in many production settings.
Best Choice by Application
For thick carbon steel plate, oxy-fuel is often the better choice. For thin sheet metal, plasma is usually faster, cleaner, and easier to integrate into fabrication work.
For stainless steel and aluminum, plasma is the clear winner because oxy-fuel is not suitable for those materials.
For precision fabrication, plasma offers better accuracy and less rework. For repair, maintenance, and field work, oxy-fuel remains highly practical because of its portability and heating function.
For high-volume shop production, plasma often delivers better throughput. For small shops or first-time buyers, the right answer depends on whether the priority is lower entry cost or stronger long-term productivity.
Plasma vs Oxy-Fuel Cutting Comparison Table
Which Option Is Better for Your Application?
If your priority is speed and productivity, plasma is usually the better option.
If your priority is thick steel cutting, oxy-fuel often makes more sense.
If your priority is cleaner edges and less rework, plasma has the advantage.
If your priority is lower upfront cost or field flexibility, oxy-fuel remains a strong choice.
The best method is not determined by one feature alone. It depends on your materials, thickness range, working environment, and downstream fabrication requirements.
FAQ
Is plasma cutting better than oxy-fuel cutting?
For many fabrication jobs, yes. Plasma is usually faster, cleaner, and more precise. But for thick carbon steel and lower initial cost, oxy-fuel can still be the better fit.
Can oxy-fuel cut stainless steel or aluminum?
Not effectively for normal cutting applications. Oxy-fuel is mainly suited to carbon steel, while plasma is the better choice for stainless steel and aluminum.
Which method is better for thick steel?
For thick carbon steel, oxy-fuel is often more practical and economical. For thin to medium materials, plasma usually offers better speed and quality.
Which process gives cleaner cuts?
In most cases, plasma produces cleaner cuts with less dross and less edge cleanup.
Final Recommendation
Plasma cutting vs oxy-fuel cutting is not a one-size-fits-all decision. Plasma offers speed, cleaner edges, higher precision, and broader material compatibility. Oxy-fuel offers lower entry cost, excellent performance on thick carbon steel, and real value in field work.
The right choice depends on your application, not just your budget or machine preference. If your work demands flexibility, cleaner parts, and higher throughput, plasma usually leads. If your focus is heavy carbon steel and practical field use, oxy-fuel still earns its place.
CTA: Find the Best Cutting System for Your Application
Choosing the right cutting equipment should improve your productivity, reduce rework, and match the way your shop actually operates. Whether you need faster fabrication, cleaner cuts, or a practical solution for thick plate, we can help you compare the right options.
Contact us today to discuss your application, compare equipment, and request a quote tailored to your production needs.



{kind=link}