

Choosing the right stainless steel filler metal affects weld quality, corrosion resistance, strength, and total fabrication cost. It is not just about matching alloy names. The real goal is to achieve the right final weld performance after dilution, welding variables, and service conditions are considered.
What Is Stainless Steel Filler Metal?
Stainless steel filler metal is the consumable added during welding to produce a weld with the required strength, corrosion resistance, and service performance.
“Filler metal” is the general term. “Filler wire” usually refers to continuous wire for MIG/GMAW, while “filler rod” is more common in TIG/GTAW. Many buyers also use SS filler wire as shorthand, though formal specifications should use the exact AWS classification.
Why Choosing the Right Filler Wire for Stainless Steel Matters
The right filler wire for stainless steel affects corrosion resistance, crack resistance, strength, toughness, rework rates, and long-term reliability.
The lowest-priced filler is not always the lowest-cost option overall. A poor choice can lead to repair work, rejected welds, or early failure. That makes filler selection a quality and risk-control decision, not just a purchasing decision.
How to Choose Stainless Steel Filler Metal
1. Start With the Base Metal Grade
Begin with the base metal family. Austenitic, ferritic, martensitic, and duplex stainless steels do not follow the same filler logic. Matching the family is the starting point, not the whole answer.
2. Consider the Service Environment
Think about corrosive media, chlorides, temperature, cyclic loading, and sanitary requirements. The same stainless filler may perform very differently depending on service conditions.
3. Check Mechanical Property Requirements
Review tensile strength, ductility, toughness, and crack resistance. In demanding applications, the weld must meet more than basic joining requirements.
4. Evaluate Corrosion Resistance Requirements
The weld metal must maintain the corrosion resistance expected from the application. If the weld becomes the weak point, base metal performance no longer matters much.
5. Consider the Welding Process
TIG offers higher control, while MIG often improves productivity. In duplex welding especially, process setup and shielding gas can influence final weld metallurgy.
6. Balance Performance and Cost
Higher-alloy fillers often cost more, but they may reduce repair risk and improve service life. Total value matters more than consumable price alone.
The Science of Dilution: Why Filler Selection Is Not Just Name Matching
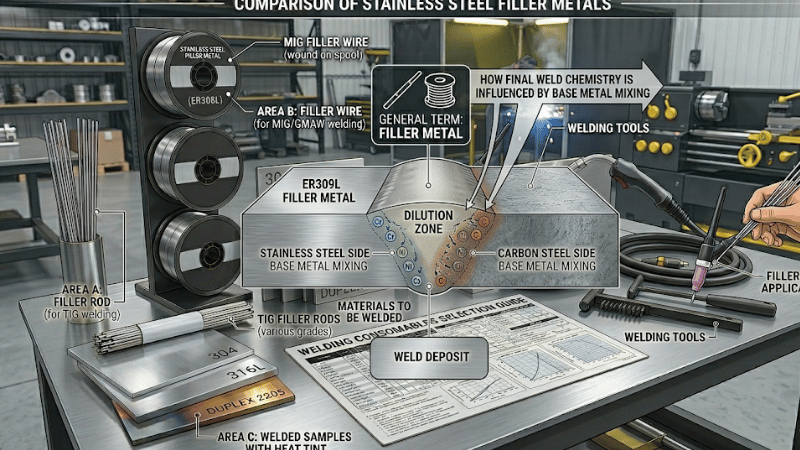
Dilution means the final weld metal chemistry is a mix of filler metal and melted base metal. That is why the weld deposit does not remain identical to the wire’s nominal composition.
This matters most in stainless and dissimilar welding, where final chemistry affects ferrite balance, cracking risk, and corrosion behavior. The right filler metal is selected for the final weld composition it helps create, not only for the name on the label.
Why Dilution Matters in Dissimilar Stainless Welding
In dissimilar welds, dilution can pull the weld chemistry away from the filler’s nominal composition. That means filler selection must anticipate what happens after mixing, not before.
Example: Why ER309L Is Often Used Between Stainless Steel and Carbon Steel
ER309L is often used for stainless-to-carbon steel welds because its chemistry better tolerates carbon steel dilution and helps reduce the risk of an undesirable weld structure.
Recommended Filler Metals for Common Stainless Steel Grades
The right filler wire for stainless steel depends on the base alloy, service environment, and weld performance target.
304 / 304L Stainless Steel
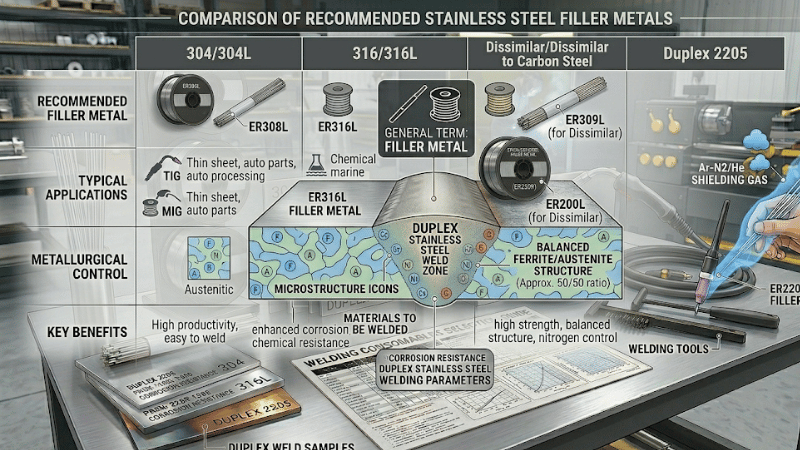
For 304/304L, ER308L is a common starting point for general corrosion-resistant service.
316 / 316L Stainless Steel
For 316/316L, ER316L is often preferred because it supports molybdenum-bearing stainless grades used in more corrosive environments.
Dissimilar Stainless Steel Joints
For many dissimilar joints, ER309L is a common starting point because it better handles dilution and weld structure balance.
2205 Duplex Stainless Steel
For 2205 duplex stainless steel, ER2209 is widely used because it helps maintain the desired weld metal balance.
2101 Duplex Stainless Steel
For 2101 duplex stainless steel, ER2307 is often preferred. ER2209 may also be used in some cases depending on procedure and application.
Filler Selection Matrix: Engineering Benchmarks
Physics-Based Selection for Corrosion Resistance & Mechanical Integrity
| Base Material | Filler Recommendation | PREN (Goal) | ikratz Field Insight |
|---|---|---|---|
| 304 / 304L | ER308L | 18 – 19 | General service. Maintain C < 0.03% to prevent sensitization. |
| 316 / 316L | ER316L | > 24 | Critical for chlorides. Risk: 308L mis-use drops PREN to 19, causing 1-yr failures. |
| SS to Carbon Steel | ER309L / 309LMo | N/A | Prevents 400+ HV hardness spikes by compensating for carbon dilution. |
| 2205 Duplex | ER2209 | > 35 | Target 35-65 FN. Interpass < 150°C to avoid Sigma phase. |
| 2101 Lean Duplex | ER2307 (ER2209 alt) | ~ 26 | Economic balance. Excellent yield strength (450+ MPa). |
Expert Warning: The “Hardness Bomb” in Dissimilar Welding
Our forensic audits show that using ER308L to join Stainless to Carbon Steel results in a dilution zone with hardness exceeding 400 HV (Vickers). This brittle martensitic layer is prone to immediate root cracking. By using ER309L, we maintain a stable austenitic-ferritic structure with hardness under 250 HV, ensuring long-term structural integrity.
Important Note
These are general starting points only. Final filler selection should reflect procedure qualification, code requirements, service environment, and engineering review.
Which Filler Metal Is Best for Duplex Stainless Steel?
Duplex stainless steel requires more careful filler selection than many standard stainless grades. The goal is to maintain the right balance of strength, toughness, and corrosion resistance.
For 2205-to-2205 welding, ER2209 is the common choice. For 2101 lean duplex, ER2307 is often preferred, with ER2209 sometimes used as an alternative depending on procedure needs.
In more demanding applications, higher-alloy fillers may be selected to support final weld performance, though they usually increase consumable cost.
Ferrite Number in Duplex Welding: Why FN Matters
Ferrite Number (FN) is a practical way to discuss weld metal ferrite balance. In duplex welding, the goal is controlled balance rather than simply more or less ferrite.
Too little ferrite may increase cracking-related risk. Too much ferrite may reduce toughness and corrosion-related performance. That is why filler choice, dilution, and process conditions all matter in duplex applications.
The Role of Nitrogen Compensation in Duplex Stainless Steel Welding
For duplex stainless steel, the best result depends on filler metal, dilution, and shielding gas, not on filler wire alone.
Nitrogen-containing shielding gas may be used in some duplex procedures to support austenite formation and final weld performance. Even with a suitable filler such as ER2209, poor gas selection or process control can still reduce weld quality.
Common Mistakes When Choosing Welding Filler Metals
A common mistake is matching only by alloy name and ignoring dilution. Another is overlooking the service environment, especially where chlorides, cyclic stress, or corrosion demands are high.
Other frequent errors include focusing only on filler price, ignoring process variables, and treating duplex stainless like standard austenitic stainless. Those shortcuts can create rework, property loss, and unnecessary risk.
How to Compare Stainless Steel Filler Metal Options
Compare stainless steel filler metal options by base metal compatibility, dilution tolerance, corrosion performance, mechanical properties, duplex suitability, process compatibility, and total cost.
The best filler wire for stainless steel is the one that supports the required final weld performance under actual welding and service conditions.
FAQ
What filler wire is used for stainless steel?
It depends on the grade and application. ER308L is common for 304/304L, ER316L for 316/316L, ER309L for many dissimilar welds, and ER2209 for 2205 duplex.
Is SS filler wire the same as stainless steel filler metal?
“SS filler wire” is common shorthand, while stainless steel filler metal is the broader term that includes both wire and rod.
How do I choose filler wire for stainless steel?
Start with the base metal grade, then evaluate service environment, mechanical requirements, corrosion resistance, welding process, and total cost.
What filler metal is used for duplex stainless steel?
ER2209 is commonly used for 2205 duplex stainless steel. For some lean duplex grades such as 2101, ER2307 is often preferred depending on the application and welding procedure.
Final Thoughts on Choosing the Right Filler Wire for Stainless Steel
Choosing the right stainless steel filler metal is a performance decision, not a naming exercise. Start with the base metal grade, then evaluate service environment, dilution, and process variables.
In duplex welding, tighter metallurgical control is essential. The right filler metal is the one that helps create the required final weld structure and service performance after all real-world factors are considered.
Conclusion
The smartest filler choice starts with the base grade but ends with the final weld performance. Corrosion resistance, strength, ferrite balance, and dilution all matter, especially in duplex applications.
For fabricators and engineers, filler metal selection should be treated as part of the welding procedure, not a last-minute consumables decision. That is what protects weld quality, efficiency, and long-term reliability.
CTA: Need Help Choosing the Right Stainless Steel Filler Metal?
Choosing stainless steel filler wire is not just about matching a grade on paper. We evaluate base metal, welding process, joint design, service environment, and duplex metallurgy to help you select a filler built for real performance.
Contact us today with your base metal grade, welding process, joint type, and service conditions. We will help you identify the right option with fewer risks and less guesswork.



{kind=link}