
ost welding comparisons stop at speed, appearance, and price. Useful, yes. Complete, not really.
This guide focuses on what actually separates these processes in production: energy density, metallurgical control, tolerance management, and the hidden cost of fixing what welding changed.
Why most welding comparisons are too shallow
A standard welding process comparison usually says MIG is fast, TIG is precise, Stick is rugged, and EBW is advanced. None of that is wrong. It is just incomplete.
In manufacturing, process choice affects heat flow, grain structure, distortion, fixture strategy, labor dependency, inspection burden, and whether the line scales smoothly. The real difference between gmaw welding, gtaw vs tig, stick welding smaw, and ebw welding begins with how each process puts energy into the joint.
From speed to energy density
The common story is that MIG is faster than TIG. The deeper difference is energy density.
Arc processes like MIG and TIG spread heat over a broader area and rely more on conduction. EBW welding concentrates energy into a much smaller zone, which changes penetration, melting behavior, and thermal damage.
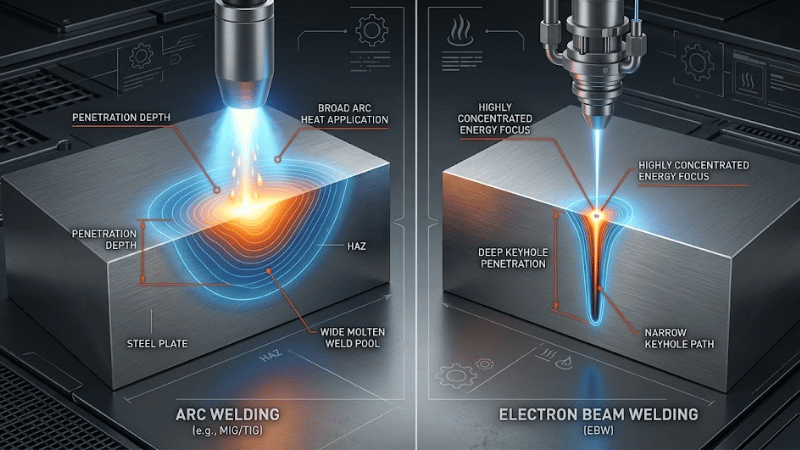
That is why EBW can create a keyhole instead of simply heating the surface until it melts through. So when people say one process is faster, the better question is: faster travel speed, faster penetration, or faster total part completion? Those are very different things.
Process basics, without the fluff
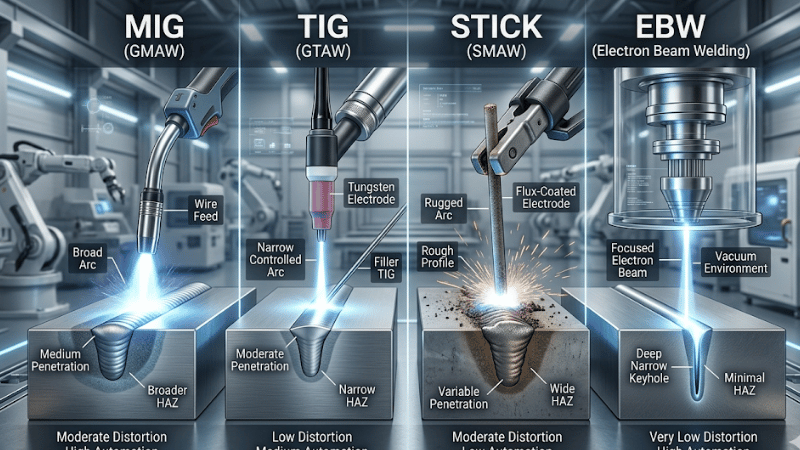
GMAW welding uses a continuously fed consumable wire and shielding gas. It is productive, flexible, and usually the easiest mainstream process to automate.
In a gtaw vs tig discussion, the answer is simple: they are the same process. GTAW/TIG uses a non-consumable tungsten electrode and offers better puddle control, cleaner handling of thin material, and stronger precision.
Stick welding smaw uses a flux-coated consumable electrode. It remains useful where portability, simplicity, and field adaptability matter more than refined process control.
EBW welding uses a focused electron beam in vacuum. That vacuum reduces beam scattering, lowers contamination risk, and supports deeper, narrower welds with a smaller thermal footprint.
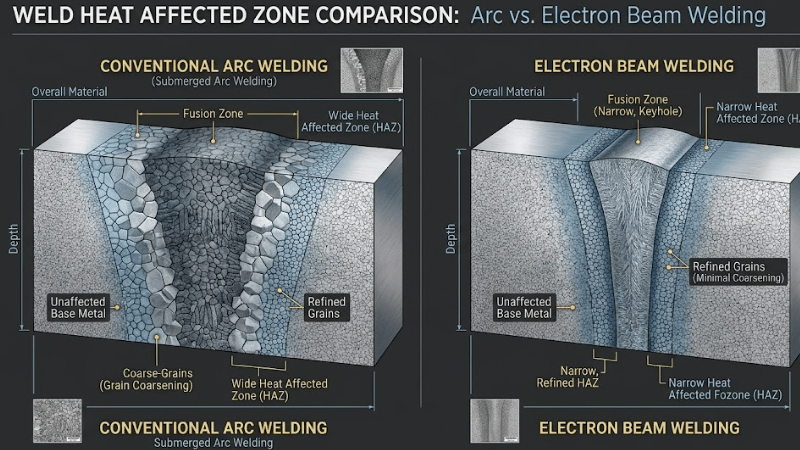
HAZ is only the beginning
The heat affected zone matters for more than distortion. The metal around the weld sees enough thermal exposure to change microstructure without melting, which can alter grain size, hardness, phase balance, residual stress, and ductility.
That means the weld may look fine while the surrounding material becomes less cooperative. In demanding alloys, longer thermal exposure can promote grain coarsening and reduce fatigue performance.
That is why precision welding is not just about bead appearance. It is about controlling the thermal cycle well enough to protect the part’s long-term behavior.
How each process shapes the thermal story
With gmaw welding, the heat input profile is commercially attractive because it balances productivity and acceptable quality across many assemblies.
TIG offers finer arc and puddle control, making it strong for thin-wall sections and detail-sensitive work. The trade-off is slower throughput and more reliance on operator skill.
Stick welding smaw is valuable where portability and practicality matter most, but it generally offers less thermal refinement and repeatability in controlled production.
EBW welding changes the conversation because its high energy density supports deep penetration, a narrow weld profile, and low distortion welding when thermal control is critical.
From distortion to phase control
Distortion gets attention because it is visible. Metallurgical damage is often the larger issue.
Process selection is not only about joining metal. It is about how much control you have over phase transformation, cooling behavior, and residual stress. With broader, longer heating cycles, the material spends more time at damaging temperatures.
This is where ebw welding stands out. Its concentrated heat source and rapid thermal cycle can preserve more of the surrounding base material when excessive thermal exposure is the real risk.
Automation is not the whole story
It is easy to say MIG is easier to automate and EBW is highly automated. True, but that is only part of the story.
The more important issue is tolerance management. Automation is not just about adding a robot. It is about whether the process can tolerate variation in fit-up, alignment, edge prep, and fixturing.
Moving to ebw welding is often not just a welding upgrade. It can be a manufacturing-precision upgrade that affects machining, fixture stiffness, alignment strategy, and inspection discipline across the line.
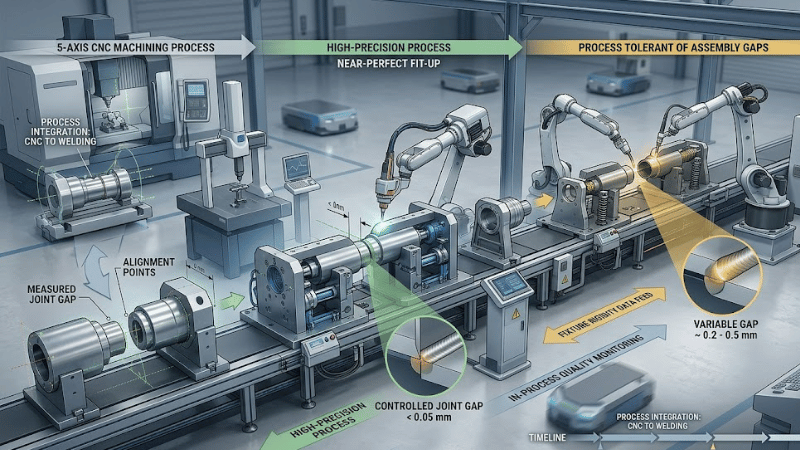
Gap tolerance decides scalability
One process may weld beautifully, but if it demands near-perfect fit-up, the upstream process chain must be ready.
GMAW welding remains powerful partly because it can absorb more variation in high-volume systems. TIG usually requires more care but rewards it with greater local control. EBW welding can deliver excellent joint quality, but it often expects tighter dimensional discipline throughout the build.
That means the best process depends on the whole system, not only the weld itself.
Cost is not the purchase price
The visible cost of welding is equipment, labor, consumables, and cycle time. The hidden cost is everything that follows: straightening, re-machining, heat treatment, inspection, scrap, and rework.
So the better commercial question is not which process is cheapest. It is which process produces conforming parts with the least total disruption.
For some thin-wall or high-value assemblies, the best ROI case for ebw welding is post-process elimination. If the weld comes out closer to final geometry, with less distortion and less correction, the savings show up after welding, where margins often disappear fastest.
Why vacuum matters more than cleanliness
People often say EBW is cleaner because it happens in vacuum. True, but too vague.
For reactive alloys, vacuum reduces the partial pressure of oxygen, nitrogen, hydrogen, and other reactive species that can damage weld chemistry and ductility. That matters for metals like titanium and niobium, where “clean enough” may still be metallurgically unsafe.
In that sense, vacuum is not an accessory. It is the final barrier between the molten joint and unwanted reactions.
| Process | Power Density (W/cm2) | HAZ Sensitivity | Atmosphere Control |
|---|---|---|---|
| Stick (SMAW) | Low (~102) | High (Diffuse) | Flux Shield (Limited) |
| TIG (GTAW) | Medium (~104) | Moderate | Gas Shield (Precise) |
| EBW | EXTREME (106+) | MINIMAL | Vacuum (Absolute) |
A practical selection framework
Start with the material. If the alloy is tolerant and the geometry is forgiving, gmaw welding may be the best commercial answer. If the material is thin, detail-sensitive, or appearance-critical, TIG may justify the slower pace.
Then look at thermal consequences. If the part can tolerate a broader HAZ and some post-weld correction, conventional arc processes are often enough. If distortion, fatigue sensitivity, or metallurgical purity is critical, ebw welding deserves serious evaluation.
Next, consider scale. If repeatable output and manageable training demands matter, welding automation becomes central. If logged parameters and documented procedures are required, welding traceability becomes just as important.
Finally, check the whole production system. A process is only as practical as the fixturing, fit-up, inspection, and tolerance control around it.
Frequently Asked Questions
What is the difference between GTAW and TIG?
There is no process difference. In a gtaw vs tig comparison, the two terms refer to the same process.
When does EBW make more sense than TIG?
Ebw welding makes more sense when the application is limited by distortion, contamination risk, deep penetration needs, or the need for a narrower heat affected zone.
Is MIG always better for automation?
Gmaw welding is usually the easiest mainstream process to automate, but automation success also depends on fit-up control, fixturing, and required welding traceability.
Conclusion
Gmaw vs gtaw vs tig vs stick vs ebw is not a debate about which process is universally best. It is a decision about which heat source, thermal cycle, and process environment fit the job.
Gmaw welding often wins on throughput and automation fit. TIG remains the control-first option for fine handling. Stick welding smaw stays relevant where portability and practicality dominate. Ebw welding becomes compelling when energy density, metallurgical purity, low distortion welding, and repeatability drive the business case.
The real difference is not speed alone. It is how each process shapes the metal, the manufacturing system, and the cost of getting to a conforming part.
CTA: Need Help Choosing the Right Process?
A smart welding choice is not just about joining metal. It is about protecting tolerances, controlling HAZ behavior, reducing downstream correction, and matching the process to your production system.
Contact us today to discuss your application, material, quality targets, and throughput goals. We will help you decide whether a conventional arc process is enough or whether ebw welding is the better engineering answer.



{kind=link}