

In automated welding, the power supply may be the “brain,” but the orbital welding head is the hand that actually performs the work. Pick the wrong hand, and you’re looking at scrapped high-value alloys, purity failures, and some very unhappy project managers.
Many fabricators select equipment based only on tube diameter. In reality, successful orbital welding depends on accessibility, shielding gas integrity, and thermal management. In an era where the skilled labor gap is widening, choosing the right automated tool is no longer a luxury—it is a survival strategy.
The Fundamental Anatomy of an Orbital Welding Head
Definition: The Precision Mechanism of GTAW
An orbital welding head is a specialized fixture designed to rotate a TIG (GTAW) torch 360° around a stationary tube or pipe. Instead of relying on the steady hands of a welder, the system delivers consistent arc length, travel speed, and weld positioning. This precision is why orbital welding is the gold standard for pharmaceutical piping, semiconductor gas lines, and high-purity food processing.
Core Components: Solving for Consistency
Every orbital welding head is designed around three essential engineering systems:
- Clamping Mechanism: Stabilizes the pipe to solve the classic “high-low” misalignment problem.
- Rotation Drive: Motorized drive that eliminates the speed inconsistencies common in manual TIG.
- Shielding System: Regulates argon flow to protect the weld root from contamination.
Closed vs. Open Orbital Weld Heads: The Strategic Comparison
Choosing between an open and closed orbital welding head is the biggest decision most engineers face. Each design solves different production challenges.
1. Closed Chamber: The Gold Standard for Purity
Closed chamber weld heads fully enclose the joint inside a sealed chamber filled with inert gas.
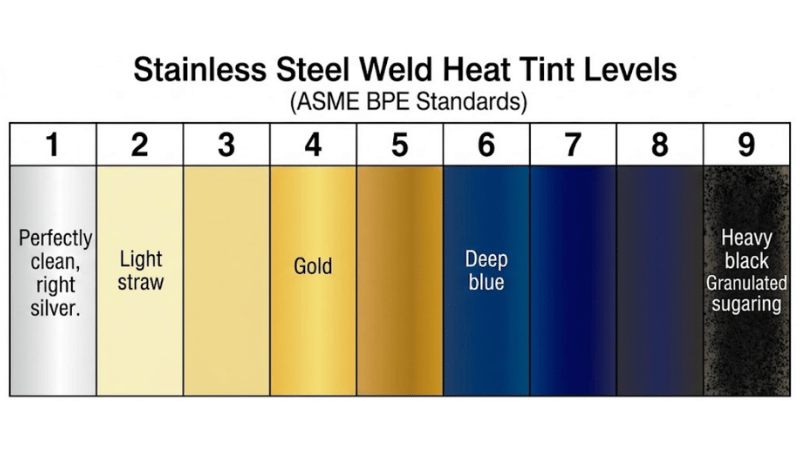
- The Problem it Solves: Prevents “sugaring” and oxidation in high-purity applications where even 100 ppm of oxygen can cause a project-ending failure.
- The Mechanism: The entire weld zone is sealed, creating a perfect atmosphere. The result is the silver-white weld finish required for sanitary systems.
- Expert Insight: Achieving this level of purity is easier when paired with a proper purging strategy. For a deep dive into this, see our guide on [Why Back Purge Welding Matters for Stainless Steel].
2. Open Head: The Workhorse for Versatility
Open heads expose the torch on a rotating frame rather than enclosing it.
- The Problem it Solves: Handles large pipe diameters and thick-wall materials (like Schedule 40 or 80) where filler wire is mandatory for structural integrity.
- The Mechanism: The torch rides on a rotating track, giving the operator clear visibility and the ability to perform multi-pass welding.
Quick Comparison: Weld Head Selection Matrix
| Feature | Closed Chamber Head | Open Frame Head |
| Primary Industry | Semiconductor, Pharma, Food | Oil & Gas, Energy, Shipyard |
| Wall Thickness | Thin-wall (Fusion only) | Thick-wall (Multi-pass w/ Wire) |
| Purity Control | Absolute (Zero Oxidation) | Moderate (Requires Purge Dams) |
| Accessibility | Best for tight pipe racks | Requires radial clearance |
| ikratz Solution | Narrow Profile Design | Multi-Diameter Track System |
The ikratz Difference: Engineering Out Human Error
At ikratz, we don’t just provide hardware; we engineer out the common causes of weld failure.
Auto-Head Recognition
The most common cause of weld head damage is manual input error. When an ikratz head connects to the power supply, the system instantly identifies the model and loads the specific parameter library. This eliminates 90% of accidental equipment damage.
Intelligent Water Cooling
Traditional heads fail when they overheat during long runs. ikratz heads feature Internal High-Flow Cooling Channels that surround the entire rotor. This allows for a 100% duty cycle, meaning you can weld continuously in a 35°C shop without a thermal shutdown.
Digital Traceability
In regulated industries, “it looks fine” isn’t enough. Our systems track rotation, current, and gas flow in real-time, generating an automated Weld Data Log (or “Weld Birth Certificate”) for every joint.
Practical Selection Framework: Five Questions Every Engineer Should Ask
Before requesting a quote, run through this ikratz decision logic:
- Does the wall thickness exceed 3.0mm? If yes, you need an Open Head with wire feed.
- Is the application high purity (ASME BPE)? If yes, a Closed Head is mandatory for atmosphere control.
- What is the radial clearance? In modern modular skids, pipes are often spaced less than 50mm apart—making Narrow Profile Closed Heads the only option.
- What material are you welding? Reactive metals like Titanium benefit from the superior shielding of closed chambers.
- Will the weld require multiple passes? If you need to build up a weld joint, an Open Head is required.
Pro Tip: Use our interactive [2026 Weld Head Selection Audit Tool] below to generate a pre-purchase report based on your specific project constraints.
ikratz Weld Head Selection Audit Weld Head Selection Audit
Expert evaluation based on ikratz 2026 automated production standards.
01 Dimensions & MaterialTube/Pipe Diameter Range Confirm your outer diameter. Closed heads are built for < 114mm (4.5") applications.Wall Thickness Threshold Is your wall > 3.0mm? This indicates a shift toward Open Heads with filler wire.02 Purity & ConstraintsHigh-Purity Requirement (ASME BPE) Do you need a “Silver-White” root bead? (Pharma/Semi require Closed Heads).Radial Clearance Measure your rack spacing. ikratz Narrow Heads fit gaps < 50mm.03 Automation & DataDigital Weld Traceability Does your client require automated “Weld Birth Certificate” PDF logs?
Common Buying Mistakes (and How to Avoid Them)
- Buying Based Only on Diameter: A head might fit the pipe but be too bulky for the installation site. Always verify Radial Clearance specs.
- Ignoring Duty Cycle: Lower-cost heads often overheat after three welds. If you are in high-volume production, water-cooled rotors are essential.
- Overlooking Maintenance Accessibility: Some heads require factory returns for simple electrode changes. Look for Quick-Release Collets that allow for field maintenance in seconds.
Frequently Asked Questions
Q1: Can an open orbital welding head be used for pharmaceutical piping?
Technically yes, but it is not recommended. Achieving the “Silver-White” root required by ASME BPE standards is incredibly difficult without the 360° gas enclosure provided by a Closed Chamber.
Q2: What wall thickness is suitable for closed orbital weld heads?
Closed heads are designed for fusion welding (no filler). The practical limit is usually 3.0mm. Beyond this, you risk “sinking” the weld pool without adding filler metal.
Q3: How much clearance does an orbital welding head require?
It varies. ikratz Micro-Heads require as little as 38mm, while large open heads may require over 150mm to account for the motor and wire-feed mechanism.
Conclusion: Stop Guessing. Start Welding.
Choosing the right orbital welding head is a balance between the purity requirements of your industry and the physical dimensions of your project.
If you are welding small-diameter, thin-wall stainless steel for high-purity sectors, the Closed Chamber is your solution. If you are tackling large-scale, thick-wall industrial piping, the Open Head is your workhorse.
[Contact ikratz Today] to discuss your specific welding application. Our engineers will help you configure the perfect system, ensuring you pass every audit and hit every production target.



{kind=link}