

If inconel welding feels like “stainless steel, but with higher standards and less patience,” you’re in the right place. TIG/GTAW can produce beautiful, reliable joints—if you treat cleanliness, heat input, and shielding like a process… not a vibe.
What Inconel is (and why industry uses it)
Inconel is a nickel-based superalloy family built for heat, corrosion, and high-stress environments—where “it should be fine” is not an acceptable engineering method.
Why Inconel welding is “unforgiving”
Hot cracking risk, contamination sensitivity, and oxidation issues stack fast. The alloy won’t “forgive and blend” like mild steel—Inconel remembers. And it keeps receipts.
Who this guide is for (and who it isn’t)
For professional welders, supervisors, and engineers. Not for mystery alloys, uncontrolled environments, or “I’ll just wing the purge” situations.
What you’ll walk away with
A repeatable TIG setup, a crack-prevention workflow, a tuning method, and a QC path you can defend in production reviews.
Inconel 101 (Fast Metallurgy That Actually Helps You Weld Better)
Common Inconel grades you’ll see in fabrication
The usual suspects are 600/601, 625, and 718. Grade matters because it drives filler selection, heat input tolerance, and post-weld heat treatment decisions.
What changes during welding
The weld metal and HAZ can develop segregation and microstructural features that raise cracking sensitivity when heat input is high or contamination is present. Practically: keep heat input control tight and the joint clean.
The three failure modes to design around
Hot cracking, porosity/contamination, and oxidation/surface damage that can undermine corrosion performance.
Key Challenges in Inconel Welding (Root Causes + What to Do)
Hot cracking (weld metal & HAZ)
Hot cracking loves a simple recipe: contamination + high heat input + high restraint + poor crater handling. Your best countermeasure is discipline: clean, control, and stop abusing the crater.
Sluggish weld pool and “sticky” manipulation
Inconel puddles can feel less fluid than stainless. If you wander arc length or weave like it’s a carbon-steel fillet, the pool pushes back. Run stringers, keep the arc short, and move like you mean it.
Distortion and residual stress
Restraint plus heat input can create stress that shows up as cracking, mismatch, or fit-up shifts. Sequence, tack smart, and don’t “park” heat.
Oxidation and loss of surface integrity
If shielding coverage is weak, you’ll see discoloration and rough oxide. Fix coverage with technique and hardware (gas lens, cup size, trailing coverage) before you simply crank flow.
Preparation (Where Most Inconel Welds Are Won or Lost)
Alloy verification and documentation
Confirm grade via heat number and MTR. Mixing grades or guessing filler is how good welders get blamed for bad paperwork.
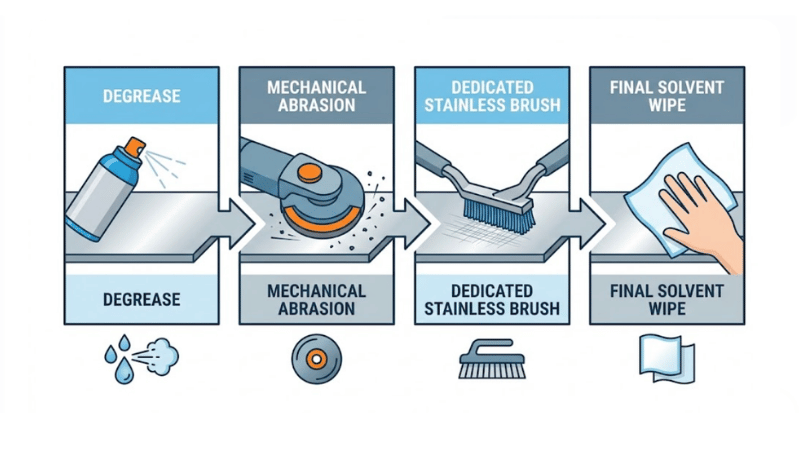
Cleaning protocol (non-negotiable)
Degrease → mechanical clean → dedicated stainless brush → final solvent wipe. Use dedicated abrasives and brushes; cross-contamination is a defect generator.
If this paragraph runs long in your shop, cleaning protocol is the upgrade you need most.
Joint design and fit-up
Consistent root gap and alignment reduce restraint and keep your parameters stable. Fit-up chaos forces heat input up, and cracks follow.
Preheat, interpass temperature, and thermal control
Most work prioritizes controlled heat input and conservative interpass temperature over aggressive preheat. If you don’t have a procedure, keep interpass conservative, allow cooling breaks, and avoid continuous heat soaking.
When you should stop and require a WPS
Pressure, aerospace, nuclear, corrosive duty, or any regulated service: use a qualified WPS/PQR.
Choosing the Right Process (Why TIG/GTAW Is Usually the Default)
TIG advantages for Inconel
TIG offers precision and strong heat input control—ideal for crack-sensitive nickel alloys and oxidation-sensitive surfaces.
When TIG isn’t ideal
Thick sections, high deposition demands, or poor access can make TIG slow. In those cases, mechanized GTAW, pulsed GMAW, PAW, or laser may fit better—if fit-up and parameters are controlled.
Alternatives (quick decision guide)
Mechanized/orbital GTAW (repeatable), pulsed GMAW (faster), PAW (excellent control), SMAW (repairs/field).
Filler Metal Strategy (Including Why “Use 625” Is Often Recommended—And When Not To)
Matching vs overmatching filler
Matching targets similar chemistry; overmatching sometimes prioritizes crack resistance and weldability. The “right” choice depends on service requirements.
The “625 filler” rule of thumb (and the rationale)
Inconel 625 filler (commonly ERNiCrMo-3) is widely used for weldability and crack resistance in many scenarios, including some dissimilar joints. It’s powerful—just not universal.
Reference example: https://www.specialmetals.com/divisions/welding-products/tradenames/inconel/fm625.pdf
Choosing filler by base metal grade (simple logic)
625-to-625: 625-class filler is commonly selected.
718-to-718: follow qualified procedure when properties matter.
Dissimilar joints: 625-class filler is often used if it meets service needs.
Consumable handling
Keep filler clean, dry, covered, and identified. Dusty bench rods create defects.
TIG Equipment Setup for Inconel
Machine capabilities
Stable arc, solid low-amp control, and consistent starts matter. Pulse TIG can help reduce average heat input on thin or crack-sensitive joints.
Tungsten selection and prep
Select diameter for current range and grind consistently. If tungsten is contaminated, stop and regrind.
Shielding gas and flow
Argon is the baseline. Argon/helium blends can help on thicker sections by improving wetting and heat without forcing excessive amperage.
Cup size, gas lens, and coverage upgrades
Gas lens + larger cup improves coverage and consistency, especially for oxidation-sensitive work.
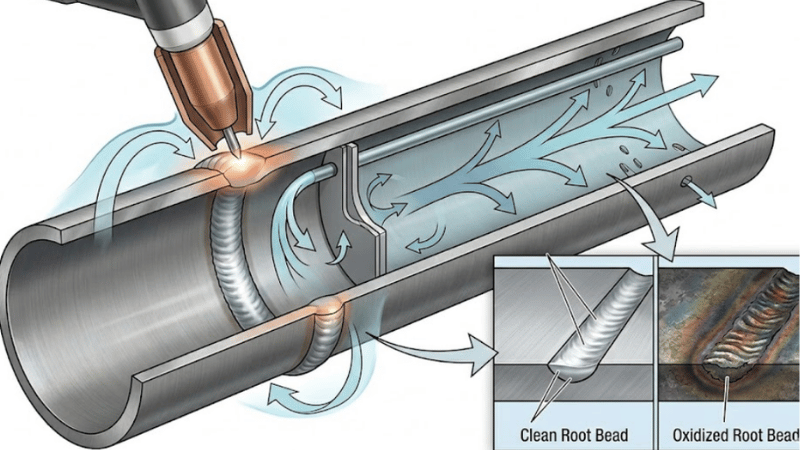
Back purging (when required)
If the root side can oxidize (tube/pipe, thin wall, corrosion-critical service), back purging is required.
TIG Welding Inconel: Step-by-Step Procedure You Can Repeat
Step 1 — Dry run and heat plan
Plan sequence, restraint, and cooling intervals. Your goal is controlled thermal input, not heat buildup.
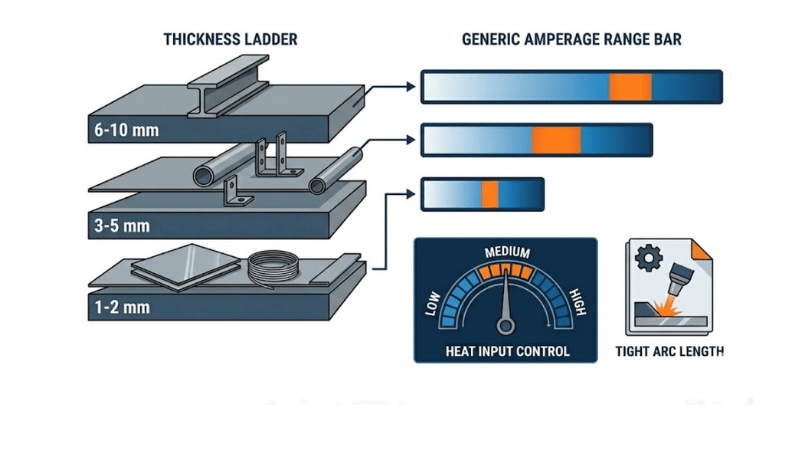
Step 2 — Dial in parameters (starting ranges + how to tune)
Starting points, then tune to behavior and acceptance criteria.
| Thickness (mm) | Tungsten | Current (A) | Notes |
|---|---|---|---|
| 1–2 | 1.6 mm | 45–90 | Tight arc, fast travel, pulse helps |
| 3–5 | 2.4 mm | 90–160 | Stringers, minimal weave |
| 6–10 | 2.4–3.2 mm | 140–220 | Consider Ar/He, prep matters |
Tuning cues: puddle too wide → tighten arc + speed up slightly; lack of fusion → fix angle/fit-up first; oxidation → improve coverage and purge.
Step 3 — Torch angle, arc length, and puddle control
Keep arc length tight and consistent. Arc wander ruins stability and heat control.
Step 4 — Filler addition technique
Feed into the leading edge, keep rod shielded, avoid dipping into turbulent zones.
Step 5 — Interpass discipline
Monitor interpass temperature. Clean between passes when needed. Treat oxidation as a process signal.
Step 6 — Starts/stops and crater cracking prevention
Ramp down, fill the crater, overlap restarts. Re-clean if you stop long enough to oxidize.
What Competitor Articles Usually Miss (and What You’ll Learn Here)
A practical decision framework
Choose process, filler, shielding upgrades, and inspection level based on grade, thickness, restraint, access, and service risk.
A “crack-risk checklist” you can run in 60 seconds
Verify cleaning protocol, fit-up/restraint, heat input control, interpass temperature, and crater routine.
A parameter tuning method
Fix root causes first: coverage/purge before amps, cleaning before blaming gas, crater routine before “mystery cracks.”
A QC pathway aligned to service
Start with VT. Add PT for crack risk. Escalate to RT/UT when required by code or criticality.
External technical guidance: https://www.twi-global.com/technical-knowledge/job-knowledge/welding-of-nickel-alloys-part-1-107
Post-Weld Practices (Quality, Corrosion Performance, and Service Reliability)
Cleaning and oxide removal
Remove oxide/discoloration as required by service and spec.
PWHT and heat treatment considerations
PWHT depends on grade and service objectives. Follow base metal guidance and qualified procedures.
Weld inspection and NDT
VT for profile/oxidation/stops; PT for surface cracks; RT/UT per joint type and requirements.
Documentation for production
Record parameters, filler ID, purge setup, interpass control, and inspection results.
Automation Options (When Consistency and Safety Matter Most)
Orbital/mechanized GTAW fits repeatable tube/pipe joints. Robotic TIG/PAW can shine in volume but demands consistent fit-up. Automation rewards process control; it doesn’t replace it.
Safety Notes, Limits, and Assumptions
Nickel fume control, proper PPE, and solvent safety are mandatory. This guide is general best practice; critical service requires code compliance and a qualified WPS/PQR.
Conclusion
Inconel welding success is mostly prep + heat input control + contamination discipline. Keep interpass temperature controlled, manage craters like they’re crack traps, and select filler based on grade and service requirements—not folklore.
Take the Next Step
Make Inconel TIG Welding a Repeatable Process, Not a Hero Pass
A solid inconel welding result comes from controlled cleaning, fit-up, shielding/purge, interpass limits, and crater technique. Skip costly trial-and-error—get a clear path before you move from prototype to production.
➡️ Visit iKratz to Explore inconel welding solution
Get a Feasibility Score + Weld Plan You Can Execute
Filler choice (625 vs 718), parameter window, purge plan, inspection level (VT/PT/RT), and documentation—success is a system decision. iKratz turns your grade, thickness, joint access, and service needs into a practical pilot plan and vendor-ready shortlist.
➡️ Submit an Inquiry and Project Specifications Today
Frequently Asked Questions
1) What’s the most common mistake when TIG welding Inconel?
Contamination plus excessive heat input. Dirty base metal, shared abrasives, or poorly handled filler can drive porosity and hot cracking.
2) Do I always need to preheat Inconel before welding?
Not always. Many jobs focus on heat input control and conservative interpass management. Follow your procedure and service requirements.
3) Why do some welders recommend Inconel 625 filler for other Inconel grades?
Because 625-class filler is widely used for weldability and crack resistance in many applications. Final choice must still meet strength, temperature, corrosion, and code requirements.



{kind=link}