
If you’re shopping for a welding automation system, you’re not really buying “a robot.” You’re buying repeatability, plus a smarter way to manage parts, fixtures, safety, and data.
This guide helps you choose the right level (semi-auto, cobot, or robot), avoid expensive wrong buys, and leave with a pilot plan you can run soon, not “someday.”
Why welding automation is on the table now
Labor is tight, demand is messy, and customers want “faster” and “better” in the same breath. Welding automation can raise throughput and consistency, if the system matches your part reality.
What you’ll decide by the end
You’ll know which welding automation system fits your mix, what you truly need to budget (fixtures, safety, integration), and how to model ROI without fantasy math.
What Is a Welding Automation System (Beyond “a Robot”)
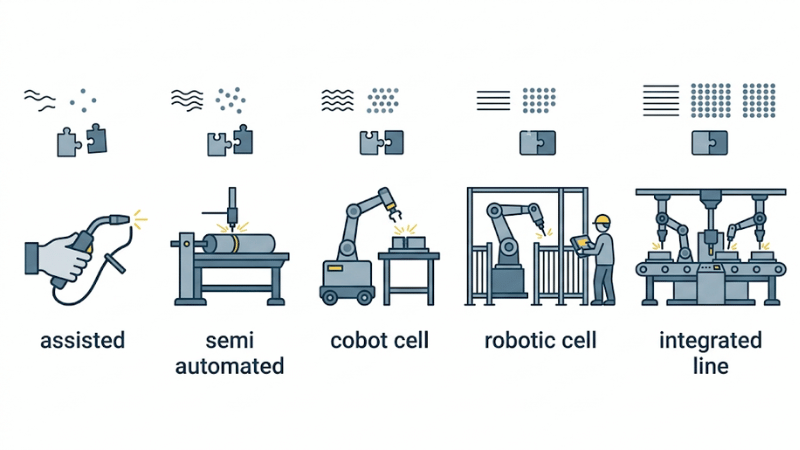
Automation as a spectrum
Automation is not a binary switch, it’s a dial:
Assisted, semi-automated welding, cobot cell, robotic cell, integrated line.
The “right” point depends on repeatability, volume stability, and fit-up consistency.
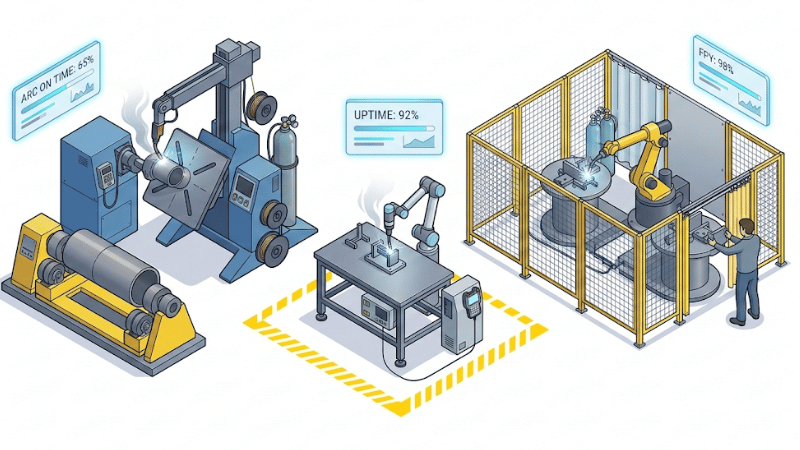
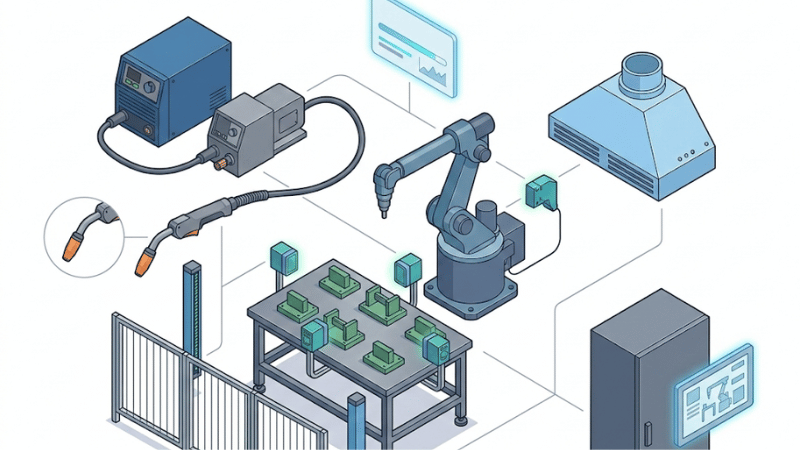
The system building blocks
A welding automation system is a stack of decisions that must cooperate:
- Process/power source (MIG, TIG, pulsed, PAW)
- Motion/positioning (robot, travel, welding positioners, turning rolls)
- Fixturing (locate, clamp, repeat)
- Sensing/monitoring (weld monitoring, seam tracking, touch sensing)
- Safety & fumes (risk assessment, guarding, ventilation)
- Programming/controls (teach, offline, PLC)
- Data/KPIs (cycle time, arc-on time, uptime, rework)
Key terms clarified
- Semi-automatic often means the operator guides the torch while some parameters are controlled automatically.
- Automated means equipment runs the weld with minimal operator intervention.
- Robotic welding system adds programmable multi-axis motion and usually requires more integration and safety work.
System Types and Best-Fit Use Cases
Semi-automated welding (fastest path to stability)
If outcomes vary shift to shift, semi-automated welding often delivers the quickest stability bump.
Best-fit tools:
- Welding positioners for consistent torch angles
- Manipulators or mechanized travel for steady motion
- Turning rolls for cylindrical parts
Cobot welding systems (flexibility-first automation)
A cobot welding system can be a strong on-ramp for high-mix work, especially with robust fixturing and a tight process window.
Reality check: “collaborative” still needs risk assessment and safety planning aligned to collaborative guidance like ISO/TS 15066.
Industrial robotic welding cells (throughput-first automation)
A robotic welding system wins when volume is stable and repeatability is high, especially with dual-station layouts and disciplined changeover.
When it wins:
- Low mix, high volume
- High arc-on time target
- Strong appetite for integration, guarding, and process control
Mini comparison (when each wins)
- Stable volume and repeatable parts: robots
- High mix with frequent changeovers: cobots or semi-auto
- Fit-up is inconsistent: fix upstream and fixtures first
- Tight space: compact layouts, often cobots
How to Choose (Decision Framework That Prevents Wrong Buys)
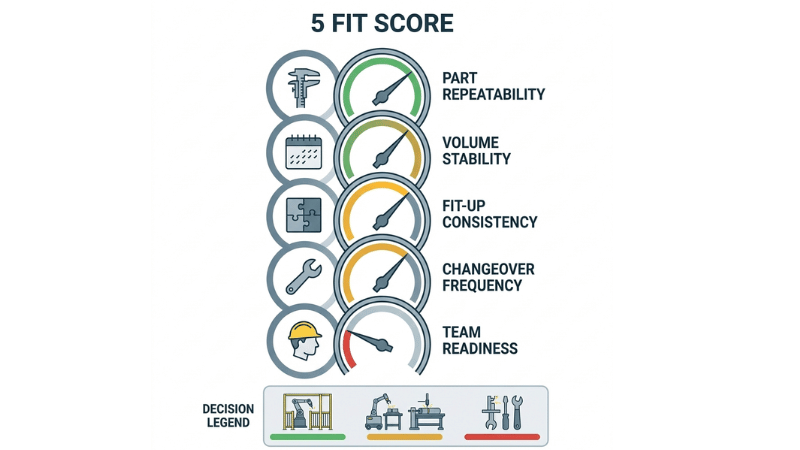
The 5-Fit Score (quick rubric)
Score each 1 to 5 (5 is excellent):
- Part repeatability
- Volume stability
- Fit-up consistency
- Changeover frequency
- Team readiness
Typical mapping:
- 18 to 25: robotic cell likely fits
- 12 to 17: cobot or semi-auto plus tooling upgrades
- Below 12: your next best spend is usually fixtures and process control
If/Then rules
- High mix, low volume: semi-automated welding or cobot, plus great fixtures
- Low mix, high volume: robotic cell plus positioner or dual-station
- Poor fit-up: improve cutting, forming, and fixturing first
- Limited automation skills: start simpler, train, then scale
Common pitfalls + fixes
Pitfall: “The robot will fix our variation.”
Fix: Robots amplify variation, so invest in fixtures and consistent locating first.
Pitfall: No acceptance criteria.
Fix: Define FPY target, defect limits, cycle time, and uptime before FAT/SAT.
Pitfall: Nobody owns the cell.
Fix: Assign a champion for training, spares, and continuous improvement.
Costs and ROI (What to Model, What People Forget)
Cost buckets
A realistic welding automation system budget includes:
- Hardware
- Tooling and fixtures
- Guarding and safety devices
- Sensors and weld monitoring
- Integration (layout, PLC, handling)
- Training and documentation
- Maintenance and spares
- Fume extraction upgrades
OSHA emphasizes controlling welding fumes at the source, often via local exhaust ventilation: OSHA welding fume guidance.
If you want better traceability and fewer “it looked fine yesterday” moments, iKratz’s integrated control system options can support monitoring and consistency in production.
ROI drivers
Your big ROI levers are usually:
- Higher arc-on time
- Lower rework and scrap
- Higher throughput, less overtime
- More quoting confidence and capacity
- More consistent quality, less hero dependency
Simple ROI template
Inputs:
- Labor cost per hour
- Current vs target arc-on time
- Rework percentage and scrap cost
- Cycle time including handling
- Uptime assumptions
- Changeover frequency
Outputs:
- Annual hours saved or redeployed
- Added weekly capacity
- Rework reduction savings
- Payback range (best/base/worst)
Implementation Roadmap (Pilot → Scale)
Step 1, pick a pilot part
Choose a pilot that is boring and repeatable:
- Stable demand
- Accessible joints
- Consistent fit-up
- Clear acceptance criteria
Step 2, standardize process and WPS
Lock the WPS and process window before you automate motion.
Step 3, build fixtures that enable repeatability
Automation loves repeatable locating. Design fixtures for fast loading, error-proofing, and torch access.
Step 4, layout + safety + fume plan
Plan operator zones, material flow, guarding, and ventilation early.
Step 5, program, validate, acceptance tests
Define acceptance tests for FPY, cycle time, uptime, and changeover.
Step 6, ramp with KPIs
Track FPY, rework, arc-on time, uptime, cycle time, changeover time.
Workforce Adoption (Objections You Must Address)
“Will robots replace welders?”
In most shops, welding automation replaces overtime and open roles more than it replaces people. The best welders often become process owners, cell leaders, and quality enforcers.
Training plan and role shifts
Define these roles early:
- Operator: load/unload, torch care, recovery
- Programmer: paths, optimization, changeovers
- Maintenance: PMs, downtime response
- Quality: acceptance criteria, audits
Experience Insert #1, Field Notes From a First Pilot
What went wrong / what we’d do differently
Most first pilots trip over three things:
- Fixtures were “human good,” not automation repeatable
- Fit-up variation appeared after you committed
- Changeovers had no owner
Fix: treat the pilot like a product launch, with specs, owners, and tests.
The first 30 days checklist
- Consumables stocked
- Clear restart procedure
- Daily KPI review
- Weekly improvement slot
Experience Insert #2, Shop-Floor Readiness Walkthrough
20-minute readiness checklist
Confirm parts, fit-up, space, utilities, fumes, safety zones, handling, staffing.
What to capture for accurate quotes
Provide drawings, weld specs, defect photos, current cycle times, constraints.
If you want one partner to design around your process and floor space, iKratz complete turnkey systems and custom automation solutions help integrate the moving parts into one workable scope.
What Competitor Articles Usually Miss (and What You’ll Learn Here)
- A real rubric (the 5-Fit Score) instead of vague pros and cons
- A true-cost checklist, especially fixtures, safety, integration
- Pilot-first roadmap with KPIs and acceptance tests
- ROI as a sensitivity range, not a single magical number
Conclusion
A welding automation system works best when you treat it as a system: process, positioning, fixturing, safety, and controls, not just a robot with a torch.
Start with a focused pilot, standardize the WPS, invest in fixtures, and ramp using KPIs like arc-on time, FPY, and uptime. Do that well, and scaling from semi-automation to cobots or robotic cells becomes controlled expansion, not a leap of faith.
Take the Next Step
Make Welding Automation a Production Tool, Not a Demo Trophy
A welding automation system boosts throughput and consistency only when fit-up, fixturing, safety, and welding parameters are controlled. Avoid expensive guesswork and get a clear feasibility path before you scale from semi-automation to cobots or full robotic cells.
➡️ Visit iKratz to Explore Automatic Welding Equipment
Get a Feasibility Score + Rollout Plan You Can Execute
Semi-automation vs cobot vs robot, cycle time, arc-on time, changeover, acceptance criteria, success is a system decision. iKratz helps translate your part geometry, volume profile, joint access, and quality targets into a practical pilot plan, KPI set, and vendor-ready shortlist.
➡️ Submit an Inquiry and Project Specifications Today
Frequently Asked Questions
Q1: What’s the difference between semi-automated welding and robotic welding?
A: Semi-automated welding improves consistency using positioning or mechanized motion plus fixturing. Robotic welding adds programmable multi-axis motion and fits best when parts and fit-up are highly repeatable at meaningful volume.
Q2: Are cobot welding systems practical for small and mid-sized shops?
A: Often yes, especially for mixed production where redeployability and smaller footprints matter, as long as you still invest in fixtures and perform a safety risk assessment.
Q3: What parts should we automate first to get a fast win?
A: Start with frequently run parts that have stable geometry, accessible joints, consistent fit-up, and clear acceptance criteria. Then prove ROI with FPY, rework, arc-on time, and uptime.



{kind=link}