

Welding does more than melt metal at the joint. It also changes the nearby base metal exposed to high temperatures. That area is the heat affected zone in welding, and it can strongly influence weld quality and service life.
This guide explains what the HAZ is, where it forms, how it affects metal properties, and how to keep it under control.
What Is the Heat Affected Zone in Welding?
The heat affected zone is the portion of base metal that does not melt during welding but still experiences microstructural and property changes due to the welding thermal cycle.
A welded joint usually includes three regions: the fusion zone, the HAZ, and the unaffected base metal. The fusion zone melts and solidifies. The HAZ stays solid, but its grain structure, hardness, toughness, ductility, or corrosion resistance may change. The base metal outside that region remains essentially unchanged.
That is why the HAZ matters so much in fabrication, inspection, and failure analysis. In many cases, the problem is not in the weld bead itself, but in the metal right beside it.
Where the HAZ Is Located
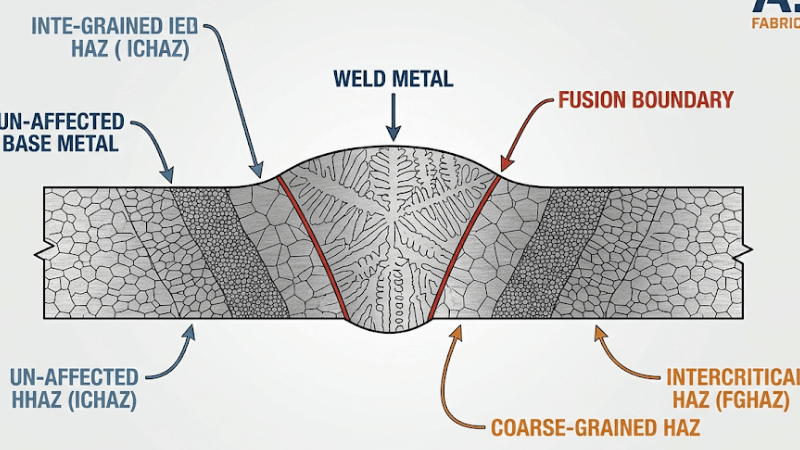
The HAZ lies between the fusion boundary and the unaffected base metal. In a weld cross-section, it surrounds the weld metal as a transition region, but it is not one uniform band with identical properties throughout.
Different parts of the HAZ behave differently because they reach different peak temperatures and cool at different rates. Near the fusion line, grain growth is usually more severe, while farther away the material may only be partially transformed. This means a single weld can contain several HAZ subzones, each with its own thermal history and property changes.
The most critical subzone is often the coarse-grained heat affected zone (CGHAZ), located immediately next to the fusion boundary. Because this region experiences the highest peak temperatures during welding, grain growth can become pronounced.
In steels, that coarse grain structure usually reduces toughness and may increase crack sensitivity. In other words, the HAZ is not just a transition area beside the weld — the region closest to the fusion line is often where the most serious metallurgical changes begin.
| Process | Heat Input (kJ/mm) | Avg. HAZ Width (mm) | Microstructure Note |
|---|---|---|---|
| Manual TIG (Standard) | 0.85 – 1.2 | 4.5 – 6.0 | Significant grain growth. |
| Orbital TIG (Pulsed) | 0.45 – 0.6 | 1.2 – 1.8 | Fine grain structure preserved. |
| EBW (Electron Beam) | < 0.15 | < 0.4 | Minimal thermal footprint. |
Why the HAZ Forms
The HAZ forms because welding introduces concentrated heat into a local area, and that heat conducts into the surrounding base metal. Although this adjacent metal does not melt, it still experiences a thermal cycle severe enough to alter its microstructure and properties.
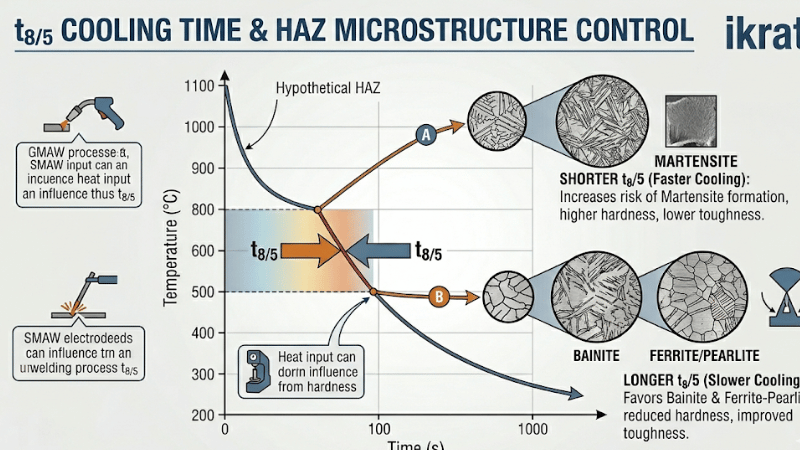
Two variables dominate the result: peak temperature and cooling rate. High peak temperatures can cause grain growth or phase transformation, while cooling rate determines the final microstructure and mechanical behavior. This is why the same material can respond very differently depending on heat input, preheat, travel speed, and joint restraint.
For steel welds, an especially useful indicator is — the cooling time from 800°C to 500°C. This is one of the most practical metallurgical benchmarks for predicting HAZ microstructure. A short may promote harder structures such as martensite, while a longer may favor bainite or coarser ferritic structures, depending on steel chemistry and grain size. In simple terms, if you want to know what the HAZ will become, you need to follow the cooling curve, not just the welding arc.
How the HAZ Changes Material Properties
The most important HAZ changes are metallurgical. The welding thermal cycle can increase or decrease hardness, strength, toughness, ductility, and corrosion resistance, even when the weld bead itself appears sound.
In steels, the HAZ may become harder and more brittle, which can increase cracking risk. In aluminum alloys, the HAZ often softens and may become the weakest part of the joint. In stainless steels, the HAZ can also affect corrosion resistance if the thermal cycle causes sensitisation.
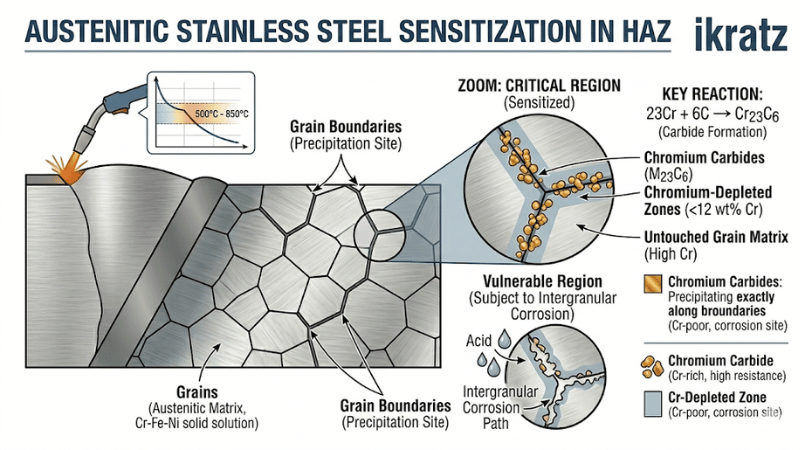
This effect is especially important in austenitic stainless steels, where prolonged thermal exposure can change the chemistry at the grain boundaries. In grades such as 304 or 316L, prolonged exposure of the HAZ to sensitization temperatures can cause chromium carbide precipitation along grain boundaries:
23Cr + 6C → Cr23C6
This reaction creates a chromium-depleted zone near the grain boundary. Once the local chromium level drops below the amount needed to maintain a stable passive film, the material becomes vulnerable to intergranular corrosion. That is why a stainless weld can look clean on the surface while quietly losing corrosion resistance underneath.
So the HAZ is not automatically “bad,” but it is never something to ignore.
Case Study: The “30-Second” Metallurgical Trap (May 2024 Iran Project)
In industrial fabrication, the Heat Affected Zone (HAZ) is often a “hidden liability.” A single operational deviation can turn a high-grade alloy into a liability.
Technical Case Study: The “30-Second” Metallurgical Trap
PROJECT
May 2024, Iran Precision Mold
ROOT CAUSE
+30s Dwell Time Deviation
In high-spec fabrication, the Heat Affected Zone (HAZ) is often a silent liability. During this project, a manual operator exceeded the dwell time at a single joint, keeping the 316L material in the critical Sensitization Range (450°C – 850°C) far beyond the metallurgical limit.
| Region Measured (EDS Analysis) | Cr Content (Chromium) | Status |
|---|---|---|
| Base Metal (Native) | ~17.2% | PASS |
| Weld Bead | ~16.8% | PASS |
| Affected HAZ (The Trap) | ~9.1% | FAIL |
What Actually Determines HAZ Risk
Many articles oversimplify the topic by treating the HAZ as a universal defect. It is not. The real issue is whether the HAZ changes are significant for the application.
HAZ risk depends on material, process, thickness, restraint, and service conditions. A mild steel weld in a non-critical structure may tolerate normal HAZ changes with no issue. A similar weld in high-strength steel, corrosive service, or low-temperature conditions may require much tighter control.
That missing context is often what separates a helpful technical article from generic welding content.
Factors That Affect HAZ Size and Severity
Several variables influence the size and behavior of the HAZ.
Heat input is one of the biggest factors. Higher heat input usually creates a wider thermal footprint. Travel speed also matters, because slower travel allows more heat to soak into the material.
Base metal composition and thickness affect cooling behavior and transformation response. Carbon equivalent, alloying content, thermal conductivity, and section size all play a role.
Preheat and interpass temperature are also important, especially for steels prone to cracking. Controlled preheat can reduce cooling severity, but it has to be managed correctly.
Finally, process selection matters. Some processes offer tighter heat control, while others create broader thermal effects. The right choice depends on the material, thickness, productivity target, and final property requirements.
How Different Materials Respond
Carbon steels may develop a hard HAZ if cooling is fast and chemistry is crack-sensitive. That is why hydrogen control and preheat are often critical.
Low-alloy and high-strength steels are even more sensitive. Small changes in heat input or restraint can shift hardness and toughness enough to create cracking concerns.
Stainless steels may experience phase balance changes or sensitisation in the HAZ, which can reduce corrosion performance.
Aluminum alloys often show the opposite behavior: the HAZ softens rather than hardens. In many welded aluminum structures, the HAZ becomes the limiting region for strength.
That is why HAZ control must always be material-specific.
| Welding Process | Energy Density | HAZ Width | Real-world Consequence |
|---|---|---|---|
| SMAW (Stick) | Low | Extremely Wide | High risk of distortion in thin plate. |
| Orbital TIG | High | Narrow | Controlled cooling for stainless integrity. |
| EBW (Electron Beam) | EXTREME | MINIMAL | The ultimate solution for zero-distortion. |
Common HAZ Problems
A common issue in steels is a hard and brittle HAZ, which raises the risk of hydrogen cracking. In aluminum, the more typical issue is HAZ softening, where the adjacent metal loses strength.
In stainless fabrication, the concern may be reduced corrosion resistance. Distortion and residual stress can also develop alongside HAZ changes, especially in restrained or thicker sections.
Different materials, different headaches.
How to Reduce or Control the Heat Affected Zone
The goal is not usually to eliminate the HAZ. In most fusion welding, that is unrealistic. The goal is to control its size and severity so the joint still meets performance requirements.
That starts with better heat management: suitable heat input, stable parameters, proper travel speed, and the right process. Preheat and interpass temperature should also be controlled where required.
Most importantly, welding should follow a qualified WPS backed by procedure qualification data. For critical applications, hardness testing, metallography, impact testing, or post-weld heat treatment may also be necessary.
A Practical Way to Judge HAZ Risk
A simple framework can help determine whether the HAZ is a routine effect or a real problem.
First, identify the material and thickness. Different alloys respond very differently to the same welding cycle.
Second, assess the service conditions. If the component will face fatigue, impact loading, corrosive media, low temperature, or sour service, HAZ changes become much more important.
Third, review the welding controls: heat input, preheat, interpass temperature, consumables, and restraint.
Fourth, check the code, WPS, and inspection requirements. If the procedure has already been qualified, production should follow it closely rather than relying on guesswork.
Inspection and Verification
Visual inspection can show surface quality, but it cannot directly confirm whether the HAZ is too hard, too soft, or otherwise unsuitable.
For that, hardness testing, metallographic examination, and mechanical testing are far more useful. NDT can help detect cracks and discontinuities, but it does not fully evaluate all HAZ property changes.
A weld can look acceptable and still have a HAZ problem if the thermal cycle was poorly controlled.
Frequently Asked Questions
1. Is the heat affected zone always a problem?
No. The HAZ is a normal result of welding. It only becomes a concern when its property changes affect performance, compliance, or service life.
2. What causes a larger heat affected zone?
Higher heat input, slower travel speed, thicker thermal buildup, and poor heat control can all increase HAZ size or severity.
3. Can the HAZ be eliminated?
Usually not in fusion welding. In most cases, the goal is to control it rather than remove it entirely.
Conclusion
The heat affected zone in welding is the part of the base metal changed by welding heat but not melted. Even though it sits beside the weld, it can have a major effect on strength, toughness, cracking resistance, and corrosion performance.
The key point is simple: HAZ behavior depends on material type, heat input, and cooling rate. Good welding results come from procedure control, not assumptions. If the application is critical, the HAZ deserves as much attention as the weld bead itself.
CTA: Need Better Control of HAZ Risk?
If your project involves higher-strength steels, stainless alloys, or aluminum fabrication, HAZ control can make the difference between reliable performance and costly rework. Our team helps manufacturers optimize welding parameters, improve consistency, and reduce HAZ-related quality risks with practical, production-focused support.
Contact us today to discuss your welding process, review your procedure strategy, or get help solving HAZ-related welding challenges.



{kind=link}