
Electron beam welding is often marketed as a precision process. Fair enough, but that still misses the bigger story. The real advantage is not just accuracy. It is extreme power density, deep penetration, and less manufacturing cleanup afterward.
In other words, EBW is not simply a nicer way to melt metal. It is a way to solve production problems that other welding methods tend to leave behind.
Why Electron Beam Welding Is Really About Energy Density
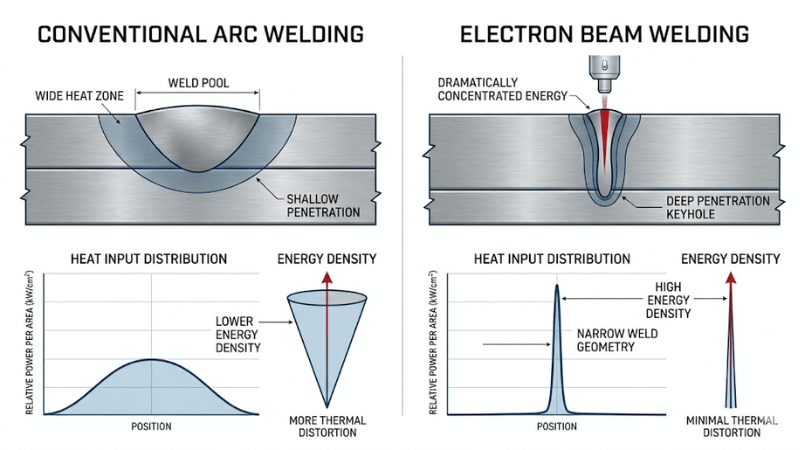
The real differentiator is energy density. While conventional arc welding processes typically operate around 10³ to 10⁴ W/cm², electron beam welding pushes into the 10⁶ to 10⁷ W/cm² range. That leap is why EBW does not just heat the surface. It vaporizes a narrow channel, forms a stable keyhole, and drives penetration far deeper than most conventional processes can comfortably reach.
That is also why EBW produces such narrow, deep weld profiles. You are not spreading heat across a wide zone and hoping for the best. You are concentrating energy into a very small area and forcing the weld to behave with unusual discipline. Metal, for once, does not get to be dramatic.
| Metric | TIG (GTAW) | Laser (LBW) | EBW (Electron Beam) |
|---|---|---|---|
| Energy Density | Low (~104 W/cm2) | High (~106 W/cm2) | EXTREME (107+ W/cm2) |
| Vacuum Atmosphere | No (Argon Shield) | No (Cross-jet/Cover) | Yes (High Vacuum) |
| Max Penetration | ~6mm (Single Pass) | ~25mm (High Power) | 150mm+ (Single Pass) |
How Electron Beam Welding Works
An electron beam welder generates electrons from a cathode, accelerates them at high voltage, and focuses them onto the joint with electromagnetic control. When the beam strikes the workpiece, kinetic energy converts into heat almost instantly.
That sounds simple on paper, but production EBW is a tightly linked system. Beam current, voltage, focal position, joint geometry, travel speed, and dwell time all interact. Change one carelessly, and penetration, weld width, or keyhole stability can shift fast. This is not a “close enough” process. It is a “bring your homework” process.
Vacuum Is a Metallurgical Shield, Not Just a Transport Condition
Many articles explain vacuum as a technical necessity because electrons need low pressure to travel efficiently. True, but incomplete. Vacuum is also a metallurgical shield.
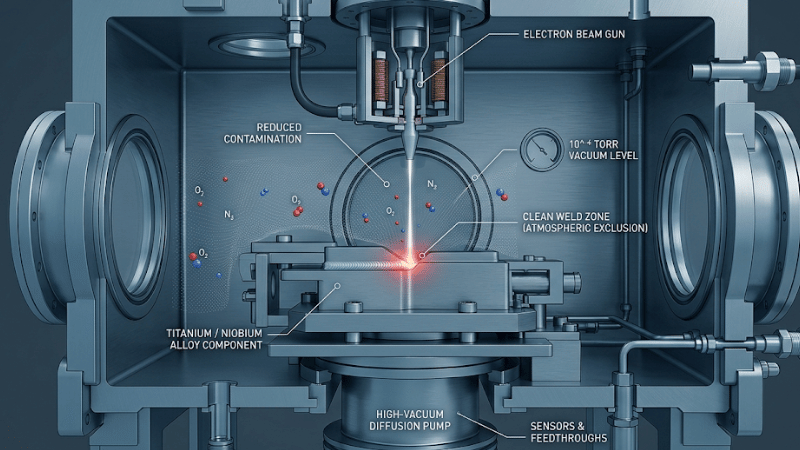
In high-spec manufacturing, “clean enough” gas shielding is not always clean enough. Under a vacuum around 10⁻⁴ mbar, the partial pressure of oxygen and nitrogen drops so low that it creates a true metallurgical shield, not just a processing convenience. That matters for reactive alloys such as titanium and niobium, where preventing surface pickup and intergranular contamination can directly affect weld integrity, fatigue performance, and downstream reliability.
That distinction matters more than marketing brochures like to admit. Shielding gas can do a lot, but it is not the same as processing the entire thermal event in a chamber with drastically reduced reactive gas exposure. For sensitive alloys, that difference can separate a beautiful cross-section from a future quality complaint.
Why Manufacturers Choose EBW
Manufacturers do not choose EBW just because it is precise. They choose it because extreme energy density and vacuum metallurgy can remove downstream problems that other welding processes often leave behind.
That usually means less distortion, less straightening, less corrective machining, and less dimensional drift after welding. Those savings are not always obvious on the weld-cost line item, but they show up very clearly when the part reaches inspection, machining, or final assembly. That is where EBW often earns its keep.
This is why the process appears in aerospace components, hermetic assemblies, high-value rotating parts, titanium fabrications, nickel alloy hardware, and precision components where geometry control is not optional. When the joint is expensive to fix later, electron beam welding starts looking a lot less exotic and a lot more logical.
What Makes EBW So Effective on Deep Joints
The narrow beam creates a keyhole welding condition that channels energy deep into the part instead of letting it wander sideways into the surrounding material. That is the physics behind the famous deep-penetration profile.
For engineering teams, the practical takeaway is simple: EBW can join thick sections and tight geometries with a smaller heat-affected footprint than many alternative fusion processes. When you care about distortion-sensitive parts, tight tolerances, or premium alloys, that is not a minor perk. That is the whole game.
Theoretical depth is one thing,field-proven execution is another. In 2022, we applied this logic to a heavy-wall infrastructure project that redefined the ROI of thick-section joining.
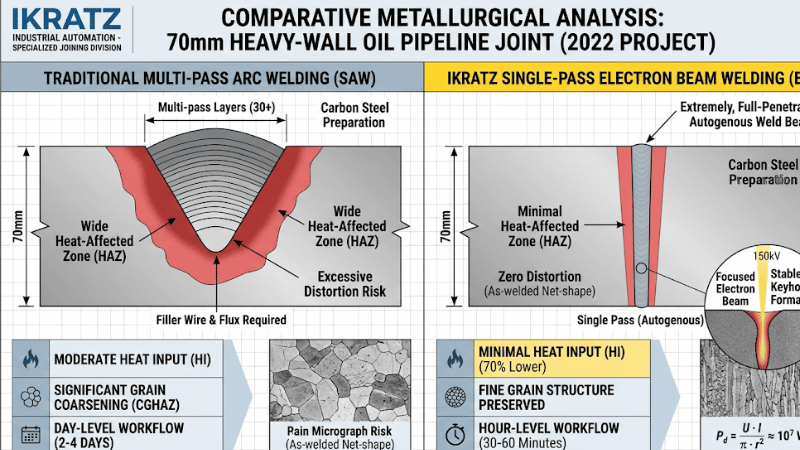
The Challenge: Welding 70mm ultra-thick carbon steel pipelines for a major oil and gas infrastructure project. Standard Submerged Arc Welding (SAW) required massive multi-pass layering, involving days of preheating, filler deposition, and interlaminar cleaning.
“Traditional methods estimated a lead time of 2 to 4 days per major joint due to the volume of filler metal and thermal management required.”
The ikratz Integration Strategy
We implemented a high-power Electron Beam Welding (EBW) solution. By utilizing the Keyhole Effect at 150kV, we achieved full penetration in a single pass without any filler material.
| Metric | Traditional Arc (SAW) | ikratz EBW Solution |
|---|---|---|
| Cycle Time | 48 – 96 Hours (2-4 Days) | 30 – 60 Minutes |
| Weld Passes | ~30+ Passes (Layered) | Single Pass (100% Fusion) |
| Consumable Cost | High (Wire, Flux, Gas) | Zero (Autogenous) |
The Hidden Reasons EBW Projects Fail
Even the best electron beam welding machine cannot rescue bad upstream control. Residual magnetism can deflect the beam. Poor fit-up can destabilize the weld. Dirty surfaces can compromise quality. Tolerance drift can quietly turn a promising weld plan into a very expensive lesson.
Residual magnetism is especially sneaky. Parts that have seen magnetic chucks, lifting systems, or certain shop-floor handling conditions may carry enough magnetic influence to disturb beam alignment. That is not the sort of surprise anyone wants after chamber loading and a few thousand dollars of optimism.
Joint preparation is the other repeat offender. EBW rewards accurate seam presentation and punishes gaps, mismatch, contamination, and assembly inconsistency. In that sense, it behaves like a brutally honest auditor. It does not create discipline. It reveals whether you had any.
Tolerance Control Decides Whether EBW Makes Sense
If your upstream processes cannot maintain stable joint conditions, electron beam welding may not be the right solution yet. That does not mean EBW is flawed. It means the manufacturing chain has to be ready for it.
Machining accuracy, fixture stability, cleaning control, assembly repeatability, and dimensional verification all matter. Tolerance stack-up should be evaluated across the whole process, not only at the weld station. The weld is the final exam. If the previous departments skipped class, the beam will not hand out mercy points.
This is one reason strong EBW suppliers spend so much time asking about drawings, fixtures, tolerances, and cleanliness. That is not sales theatre. That is where success or failure is usually hiding.
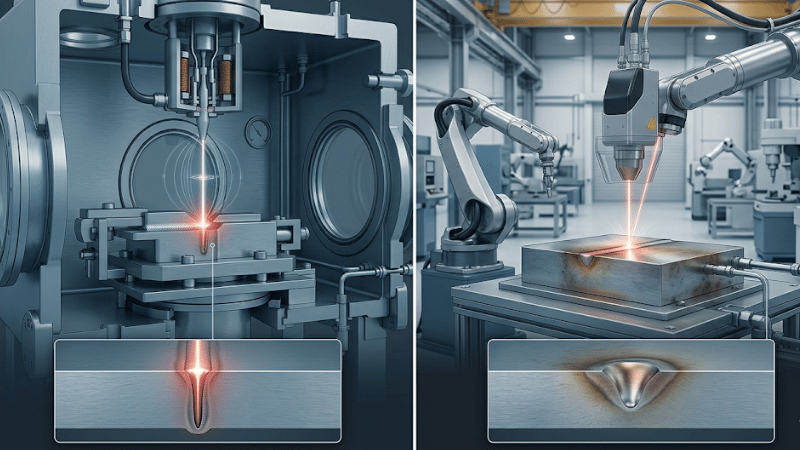
Electron Beam Welding vs Laser Welding
Laser welding usually wins on flexibility, accessibility, and easier integration into open production lines. It handles larger assemblies more comfortably and avoids the chamber cycle that comes with EBW. If throughput and line layout dominate the decision, laser often has the easier sales pitch.
But electron beam welding often wins on penetration depth, vacuum cleanliness, and distortion-sensitive part quality. For reactive alloys, deep joints, and components where contamination control really matters, EBW can offer a process window that is difficult for laser to match.
So the better question is not which process is universally better. That question is a pub argument in engineering clothing. The better question is which process removes the bigger manufacturing problem in your specific application.
The ROI Logic Most Articles Skip
The strongest electron beam welding ROI often comes from what disappears after welding. Lower distortion may reduce straightening, post-weld machining, scrap, reinspection, and dimensional correction. In other words, the weld itself may cost more while the total part cost drops.
That is the part many generic articles miss. They compare processes only at the weld station, which is a fine way to misunderstand manufacturing economics. Real ROI lives across the full process chain, from fit-up to inspection to final assembly.
For high-value parts, that broader view can completely change the decision. A premium welding process that protects dimensional accuracy and reduces rework may be the cheaper option overall. Manufacturing loves irony almost as much as it loves spreadsheets.
Should You Buy an Electron Beam Welder or Outsource?
An electron beam welder is not just a machine. It is a chamber, a vacuum system, beam controls, fixturing strategy, maintenance discipline, operator expertise, qualification effort, and inspection planning wrapped into one very serious capital decision.
Outsourcing usually makes more sense when annual volume is low, qualification is still evolving, or the team does not yet have strong vacuum-process experience. It reduces risk, avoids upfront investment, and gives you access to process knowledge without building the whole ecosystem in-house.
In-house investment becomes more attractive when demand is recurring, schedule control is critical, and the part value is high enough to justify process ownership. Buying the machine without the supporting process discipline, however, is a classic way to spend a lot of money and still have a welding problem. Now it is just a more expensive welding problem.
Quality Control and Qualification Matter More Than Brochures
Good EBW quality control starts long before the beam turns on. It begins with joint design, material condition, cleaning standards, magnetism control, and realistic fixture strategy. After that come beam verification, process validation, and inspection methods tied to the actual service requirements of the part.
That is why qualification should never be treated as a checkbox exercise. A nice-looking coupon is useful, but it is not a substitute for understanding how the joint performs in the real part, under real loading, with real dimensional constraints. Brochures rarely mention that. Metallurgy usually does.
Frequently Asked Questions
1. Why does electron beam welding achieve such deep penetration?
Because the beam delivers extremely high energy density into a very small spot, creating a stable keyhole that channels heat deep into the joint rather than spreading it broadly across the surface.
2. Why is vacuum so important in electron beam welding?
Vacuum does more than support electron travel. It also reduces reactive gas exposure, helping protect sensitive alloys from contamination during the weld cycle.
3. What are the most overlooked EBW risks?
Residual magnetism, poor fit-up, contamination, unstable fixturing, and tolerance drift are among the most common hidden causes of EBW inconsistency.
Conclusion
Electron beam welding matters because it combines extreme power density, deep penetration, and vacuum-based metallurgical protection in one process. The result is not just a precise weld. It is a cleaner, narrower, more controlled manufacturing outcome.
That is the smarter way to evaluate EBW. Do not ask only whether it can make the joint. Ask what distortion, contamination, rework, and tolerance problems it can remove from the rest of the production chain.
CTA: Need a Clear EBW Decision, Not a Glossy Sales Pitch?
If you are evaluating electron beam welding for titanium parts, nickel alloys, hermetic components, or distortion-sensitive assemblies, the right partner should help with manufacturability, tolerance readiness, qualification planning, and total cost logic, not just hand over a quote and disappear into the vacuum.
Contact us today to review your drawings, materials, annual volume, and quality targets. We will help you decide whether EBW is the right fit, whether laser is more practical, and whether outsourcing or in-house investment makes the most sense.



{kind=link}