

Pipe welding defects rarely happen at random. Most start earlier, with poor prep, bad fit-up, weak shielding, or the wrong settings.
That is why pipe welding is less forgiving than plate welding. On a curved joint with changing position, small mistakes quickly turn into rework, repairs, or failed inspection.
Quick Answer
The most common pipe welding problems are porosity, lack of fusion, incomplete penetration, burn-through, undercut, slag inclusion, cracking, distortion, and poor fit-up or misalignment.
In most cases, these pipe welding defects are caused by contamination, poor joint preparation, incorrect parameters, inconsistent technique, or inadequate control during positional welding.
Why Pipe Welding Problems Happen So Often
Pipe welding is harder because the weld position keeps changing around a curved surface. Gravity affects the puddle differently as the weld progresses, and heat builds unevenly around the joint.
Prep and fit-up also matter more than many teams expect. Uneven bevels, tight or inconsistent root openings, dirty root faces, and misalignment often create defects before welding even begins.
Position makes the problem worse. In 5G and 6G, small inconsistencies in angle, travel speed, and pause timing show up fast. A technique that works in one area of the pipe may fail in another.
1. Porosity in Pipe Welding
Porosity in pipe welding appears as pinholes, gas pockets, or worm-like voids in or on the weld. It may be visible on the surface or only found during inspection.
Common causes include dirty base metal, rust, oil, paint, moisture, mill scale, poor shielding gas coverage, leaks, drafts, excessive stickout, or contaminated consumables.
To fix it, check gas delivery first, then clean the joint again, inspect the nozzle, verify flow rate, and correct gun angle and stickout.
To prevent it, use a repeatable cleaning routine, protect the weld zone from airflow, confirm gas setup before welding, and store consumables properly.
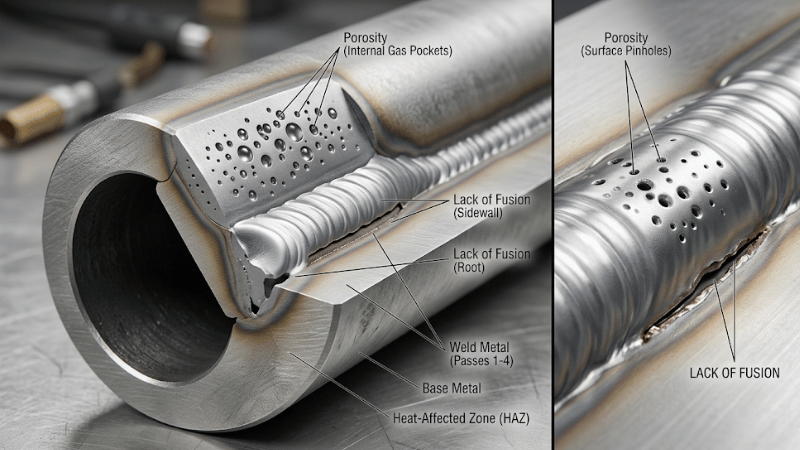
2. Lack of Fusion
Lack of fusion in pipe welding means the weld metal sits against the base metal without fully bonding. It often appears at the sidewall, root, or between passes.
The most common causes are low heat input, travel speed that is too fast, poor work angle, weak puddle control, dirty sidewalls, or poor bevel preparation.
To fix it, increase heat where appropriate, slow down enough to tie into both sides, improve the torch or electrode angle, and rework the defective area if needed.
To prevent it, match settings to wall thickness, watch both sidewalls instead of only the center of the puddle, and pay close attention during position changes.
3. Incomplete Penetration
Incomplete penetration means the weld does not fully reach or fuse through the root. The backside bead may be weak or missing.
Typical causes include a root opening that is too tight, a landing that is too thick, low heat input, poor root pass technique, or inconsistent fit-up.
To fix it, reassess fit-up dimensions, adjust root pass parameters, and test settings before production.
To prevent it, standardize prep dimensions, confirm root gap before welding, and avoid assuming one setup works for every pipe thickness.
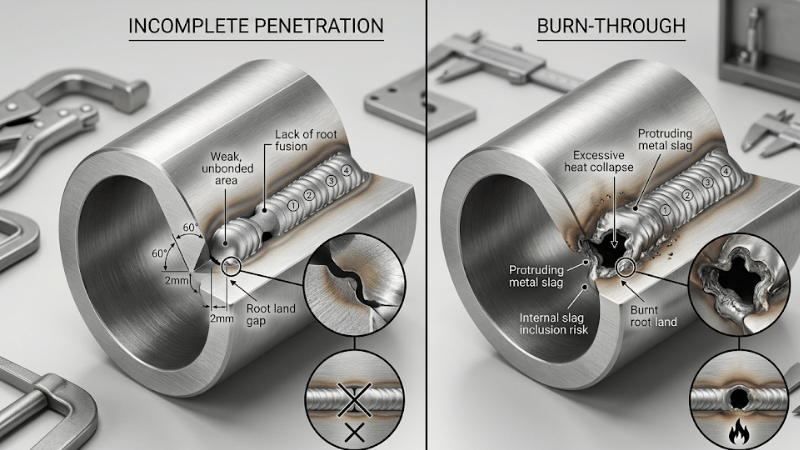
4. Burn-Through
Burn-through in pipe welding happens when molten metal drops through the joint or leaves a hole at the root.
It is usually caused by excessive heat, travel speed that is too slow, a gap that is too large, or poor root control. Thin-wall pipe makes it more likely.
To fix it, reduce heat input, correct the root opening, and use a more controlled root technique.
To prevent it, fit the joint correctly, match settings to wall thickness, and avoid lingering too long in one area.
5. Undercut
Undercut is a groove melted into the base metal along the weld toe. It weakens the weld profile and can create stress concentration.
Common causes are excessive voltage, high arc energy, travel speed that is too fast, poor work angle, or inadequate fill at the edges.
To fix it, adjust voltage or speed, improve edge tie-in, and control motion at the toes.
To prevent it, avoid rushing edge transitions and watch puddle wash carefully, especially in out-of-position welding.
6. Slag Inclusion
Slag inclusion is nonmetallic material trapped in the weld. It is more common in stick welding and other flux-based processes.
The main causes are poor interpass cleaning, incorrect travel angle, narrow groove geometry, poor bead placement, and inconsistent tie-ins between passes.
To fix it, remove the affected area completely, clean the joint thoroughly, and reweld with better pass placement.
To prevent it, clean every pass fully, keep groove access open enough, and plan the pass sequence more carefully.
7. Cracking
Cracking in pipe welds may appear as hot cracks, crater cracks, or delayed cracks in the weld centerline, crater, or heat-affected zone.
It is commonly caused by high restraint, rapid cooling, improper filler selection, poor crater filling, residual stress, or inadequate preheat.
To fix it, remove the crack fully before rewelding, then review filler compatibility and heat control.
To prevent it, use proper preheat when needed, manage interpass temperature, fill craters properly, and reduce avoidable stress concentration.
8. Distortion and Alignment Problems
Distortion and alignment problems can pull pipe out of tolerance, change roundness, and throw off final assembly dimensions.
They are usually caused by uneven heat input, poor tack placement, unbalanced weld sequence, weak fixturing, or rushed assembly.
To fix them, improve tack strategy, strengthen fixturing, and rebalance the weld sequence.
To prevent them, use consistent fit-up procedures, space tacks properly, and check alignment before, during, and after key passes.
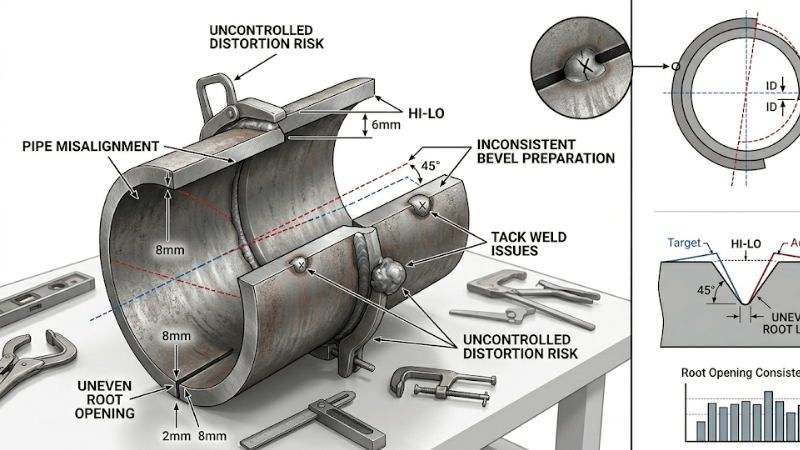
9. Poor Fit-Up Before Welding
This is where many shops miss the real issue: poor fit-up in pipe welding causes downstream defects that later get blamed on welding.
Inconsistent root opening affects root behavior. Hi-lo affects penetration and tie-in. Uneven bevels make fusion harder. Weak tacks make the joint unstable.
The most common fit-up mistakes are inconsistent gaps, misalignment, uneven bevel angles, dirty root faces, and poor tack placement.
To fix fit-up issues, stop and reset alignment, re-machine or regrind bevels, and rebuild the tack plan if necessary. Do not weld over known prep problems just to save time.
To prevent them, use a pre-weld checklist, standardize prep dimensions, and give fit-up the same quality attention as welding itself.
10. Stainless Steel Sugaring (Oxidation)
Sugaring is a severe form of oxidation that occurs on the backside of stainless steel welds when oxygen is present. It creates a porous, “cauliflower-like” texture that destroys the material’s corrosion resistance.
Unlike standard porosity, sugaring is a metallurgical failure. It happens because the chromium in the stainless steel reacts with oxygen at high temperatures instead of forming a passive protective layer. To prevent this, back purging with high-purity inert gas is mandatory.
Pipe Welding Problems by Process
MIG pipe welding problems often include porosity, wire feed instability, lack of fusion, and shielding gas issues.
TIG pipe welding problems more often involve contamination, root control issues, incomplete penetration, and heat concentration problems.
Stick pipe welding problems typically include slag inclusion, arc control issues, tie-in defects, and inconsistent bead profile.
The key point is simple: the same defect can have different causes depending on the process, position, and setup. Prevention should be process-specific whenever possible.
Pipe Welding Problems by Position
In 1G and 2G, easier access still does not guarantee weld quality. Poor settings and weak prep still show up.
In 5G, vertical progression changes puddle behavior and exposes inconsistencies in speed and angle, especially during side-to-top transitions.
In 6G, restricted position makes body control, visibility, and timing much more critical. Small technique errors become much easier to spot.
That is why troubleshooting should always consider weld position, not just the defect itself.
A Simple Pipe Welding Checklist Before You Start
Before welding, check joint prep: bevel condition, root opening, root face, surface cleanliness, and alignment.
Then verify equipment setup: machine settings, polarity, gas type and flow, filler condition, and nozzle or consumable wear.
Finally, review work environment and welder readiness: airflow, lighting, access, fixturing, position transitions, and whether a test weld is needed.
FAQs
What is the most common pipe welding problem?
Porosity and lack of fusion are among the most common problems, though poor fit-up is often the root cause behind multiple defects.
What causes porosity in pipe welding?
Porosity is usually caused by contamination, moisture, poor shielding gas coverage, leaks, drafts, or contaminated consumables.
How do you prevent lack of fusion in pipe welding?
Use proper joint prep, enough heat input, the correct work angle, and a travel speed that allows the weld to tie into both sidewalls.
Which pipe welding process is most likely to cause slag inclusion?
Stick welding and other flux-based processes are more likely to cause slag inclusion if interpass cleaning and pass placement are not controlled.
Conclusion
Most pipe welding defects can be prevented before they become repair work. The fastest way to reduce rework is usually better prep, tighter fit-up control, and more consistent setup.
High-quality pipe welds come from preparation, discipline, and repeatable technique, not last-minute corrections after the weld is already done.
Need More Reliable Pipe Welding Results?
If your team is dealing with rework, inconsistent weld quality, or inspection failures, the biggest opportunity is often better prep, fit-up, and process control before welding starts.
Contact us today to discuss pipe welding equipment, process recommendations, or practical ways to reduce defects and improve consistency.



{kind=link}