

Ultrasonic welding plastic is fast, clean, and highly repeatable—when the material, joint, and process are aligned.
When they are not, the machine often gets blamed for problems caused by the resin, geometry, or fixture. That is where most projects go sideways.
The 3-Second Engineering Verdict
For small to medium thermoplastic joining applications that need speed, repeatability, and automation, ultrasonic welding is often one of the best options. It avoids cure time, adhesives, and extra fastening steps.
It is less suitable for very large parts, poor-fit assemblies, or moisture-sensitive materials without proper conditioning. For smaller delicate parts, higher frequencies are often preferred. For larger parts needing higher amplitude, lower frequencies are usually the better fit.
What Ultrasonic Welding Plastic Means
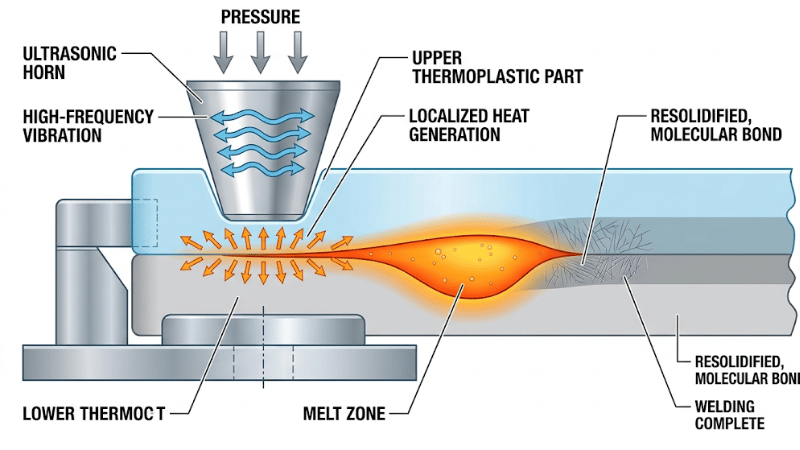
Plastic ultrasonic welding joins thermoplastic parts by converting electrical energy into high-frequency mechanical vibration. Under pressure, that vibration creates localized heat, melts the interface, and forms a bond as the material resolidifies.
In practice, success depends on three factors staying aligned: material behavior, joint design, and process control. If one falls apart, weld quality usually follows.
What Most Articles Miss
Many articles explain the process but stop at the definition. That is not enough for real engineering decisions.
The real issue is the relationship between resin structure, joint geometry, and production repeatability. A part that welds once in development may still fail in production if the fixture, tolerances, or material condition are unstable.
This is why process-fit matters more than a generic explanation of how the machine works.
How Ultrasonic Welding for Plastics Works
A typical ultrasonic plastic welding process starts with part loading and fixturing. The horn contacts the part, trigger force is reached, vibration begins, the interface melts, collapse occurs, and hold time allows the joint to solidify.
The system usually includes a power supply, converter, booster, horn, and fixture. The horn gets the spotlight, but the fixture is often the real hero. If the part is not properly supported, even correct settings can produce weak or inconsistent welds.
20 kHz is commonly used for larger parts and higher amplitude needs. 30 kHz and 40 kHz are better for smaller, more delicate, or tighter-tolerance parts.
Which Plastics Can Be Ultrasonically Welded
The real question is not whether a plastic is a thermoplastic. It is whether it welds well, how forgiving the process window is, and whether the two mating materials are compatible.
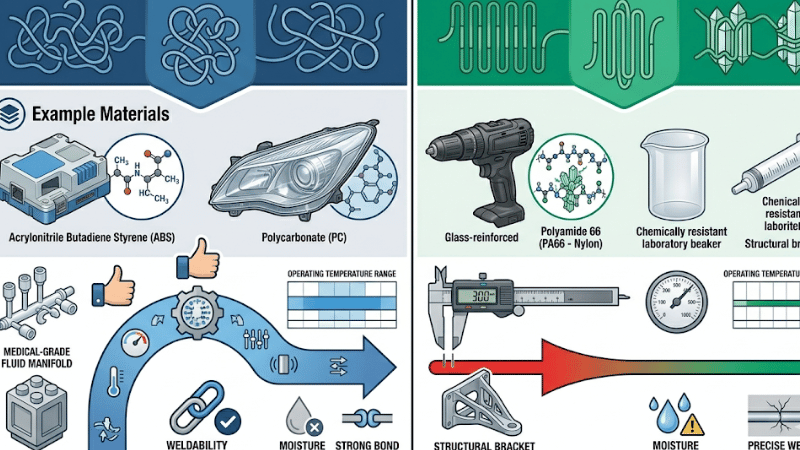
Amorphous plastics such as ABS and PC usually offer a wider processing window because they soften more gradually and transmit ultrasonic energy effectively. Semi-crystalline plastics such as PA66, PP, and POM are generally more sensitive to energy input and joint design.
That is why ABS and PC are often easier to weld than PA66. Nylon can be welded, but it is less forgiving and usually demands better material conditioning.
Moisture content is especially important with nylon. Excess moisture can create vapor during welding, leading to porosity, inconsistent collapse, cosmetic variation, or weaker weld strength.
Fillers and additives also matter. Reinforced grades can change energy transmission, affect appearance, and increase horn wear. Compatibility matters too. Even if two plastics soften together, that does not guarantee a strong molecular bond.
Joint Design Basics for Plastic Ultrasonic Welding
If material choice sets the limits, ultrasonic weld design determines whether the process can succeed consistently.
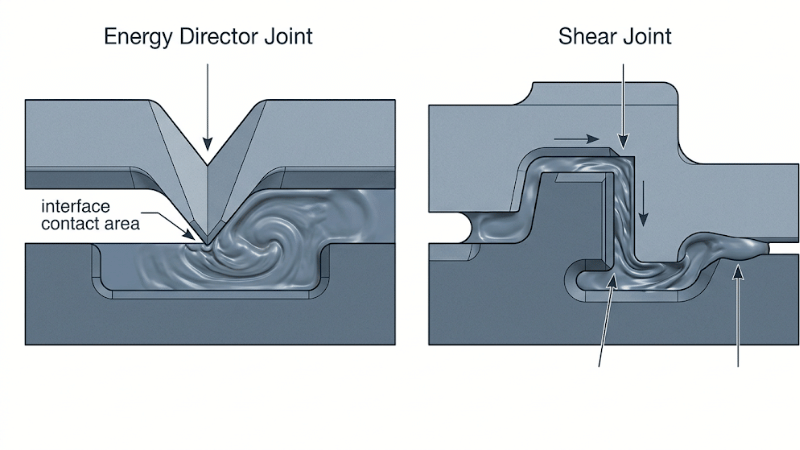
For many amorphous resins, a butt joint with an energy director is the standard starting point. It concentrates energy at a small initial contact area so melting begins where it should.
For semi-crystalline plastics, a shear joint is often the better choice, especially when strength or sealing matters. It improves melt containment and reduces the risk of the interface freezing too early.
Interference fit, collapse control, and flash management all matter. Common design mistakes include oversized contact areas, poor alignment, weak support near the weld zone, and tolerance stack-up that prevents repeatable collapse.
Process Parameters That Control Weld Quality
The main process variables are amplitude, pressure, time or energy mode, collapse distance, and hold time.
Amplitude controls how much motion reaches the interface. Too little can produce incomplete melting and weak welds. Too much can cause flash, cracking, or cosmetic damage.
Collapse distance often tells more than time alone because it shows whether the joint actually moved and melted as intended. Hold time then allows the interface to solidify under pressure.
Fixture quality is just as important as machine settings. Poor support leads to uneven contact, part deflection, and inconsistent energy transfer.
A few good sample welds do not prove production readiness. A real process window needs controlled material condition, stable tooling, and clear inspection criteria.
Advantages of Ultrasonic Welding Plastic Parts
The appeal of ultrasonic welding for plastics is simple. It is fast, clean, automation-friendly, and often cost-effective in higher-volume production.
It also avoids adhesives, solvents, and cure delays. That means less labor, fewer consumables, and fewer secondary operations.
For compact plastic assemblies that need speed and consistency, ultrasonic welding is often hard to beat.
Limitations and When It Is Not Ideal
Ultrasonic welding is not a universal answer. Large parts, difficult access, delicate internal features, strict cosmetic requirements, and moisture-sensitive materials can all raise process risk.
Very large components are often better served by vibration welding, hot plate welding, or laser welding, depending on geometry and performance targets.
That is the practical rule: this process is excellent, but not magical.
Common Ultrasonic Weld Problems and What They Usually Mean
Weak welds usually point to low amplitude, poor compatibility, weak joint design, moisture issues, or poor fixture support.
Flash and over-welding often suggest excessive energy input, poor collapse control, or a joint that does not contain the melt properly.
Cracking, stress whitening, or part damage are usually signs of overstress, poor geometry, sharp corners, or uneven energy distribution.
Inconsistent collapse or cosmetic variation often trace back to unstable material condition, tolerance variation, horn wear, or a process window that is too narrow.
Before changing machine settings, check five things first: material condition, joint geometry, fixture support, horn condition, and process consistency.
Ultrasonic Welding vs. Other Plastic Joining Methods
Compared with adhesive bonding, ultrasonic welding is faster, cleaner, and easier to automate. Compared with vibration welding, it is usually better for smaller parts, while vibration welding handles larger assemblies more effectively.
Compared with hot plate welding, ultrasonic welding offers shorter cycle times but is less suitable for large weld paths. Compared with laser welding, it is less dependent on optical material properties but more likely to create flash or visible marks.
The best process depends on part size, resin family, appearance requirements, seal performance, and production goals.
How to Tell Whether Ultrasonic Welding Is Right for Your Application
A practical early-stage review should ask a few direct questions. Is the material weldable and compatible? Is the joint accessible? Are the strength and seal targets realistic? Are cosmetic requirements tight? Is production volume high enough to justify tooling and development?
Red flags include semi-crystalline materials with poor joint concepts, large weld paths, poor alignment, uncontrolled moisture, and designs that rely heavily on far-field energy transmission.
Move to prototyping when CAD, resin grade, joint concept, tolerance assumptions, and acceptance criteria are defined. Move to RFQ when those requirements are stable enough to support real tooling and process decisions.
Real-World Lessons from Plastic Weld Evaluations
In real projects, early material selection often determines how difficult welding becomes later. A resin may meet structural or chemical requirements but still create a narrow process window or high cosmetic risk.
Fixture quality is also underestimated. Prototype parts can weld successfully under careful handling, but production often exposes support issues, tolerance stack-up, and part variation.
A small redesign in the joint often improves consistency more than more machine tuning. The recurring lesson is simple: design for the process first, then tune the process around a sound design.
Cost, Timeline, and Implementation Considerations
Project cost involves more than the welding machine. Horn development, fixtures, tooling, process development, validation, and scrap risk all affect total investment.
Prototype success also does not guarantee production readiness. Many projects need fixture refinement, joint changes, or extra validation before launch.
In many cases, the fastest path is not more tuning. It is a better joint design from the beginning.
Safety, Validation, and Process Limits
Operator safety and equipment handling should always be part of the plan. For regulated or high-reliability assemblies, validation is just as important as weld formation.
Before launch, teams should define the process window, acceptance criteria, inspection method, and traceability expectations.
This kind of guidance is useful for early engineering decisions, but final approval should still come from material-specific trials and production-representative testing.
How to Choose a Supplier or Technical Partner
Before requesting a quote or technical review, prepare CAD files, resin grade, assembly requirements, volume forecast, and quality criteria.
A capable supplier should review part geometry, resin behavior, joint concept, fixture strategy, and validation risk before recommending a solution. If the conversation only focuses on machine specs or cycle time, that is usually a warning sign.
A good partner asks the difficult questions early, which usually means fewer surprises later.
FAQs
What plastics are best for ultrasonic welding?
Thermoplastics are the main candidates. In general, amorphous plastics such as ABS and PC offer a wider process window, while semi-crystalline plastics such as nylon and polypropylene usually require tighter control of joint design and process settings.
Why does nylon sometimes perform poorly in ultrasonic welding?
Nylon is hygroscopic, so excess moisture can create vapor during welding. That can lead to porosity, inconsistent collapse, cosmetic variation, or weaker weld strength.
What matters more in ultrasonic welding: machine settings or joint design?
Both matter, but joint design usually sets the ceiling for success. Machine tuning can optimize a good design, but it rarely fixes a poor interface, weak support, or incompatible material pair.
When should I choose a shear joint instead of an energy director?
A shear joint is often the better option for semi-crystalline plastics or applications that need stronger weld strength or improved sealing performance. It helps contain melt and supports more controlled bonding.
Conclusion
Ultrasonic welding plastic is a strong option for many thermoplastic assemblies because it is fast, clean, and highly repeatable. But the best results come from treating material behavior, joint design, and process control as one connected system.
The key takeaway is simple: do not try to tune around a poor resin choice or weak joint concept. Strong welds come from designing for the process, validating early, and building repeatability before production starts.
Need a Real Weldability Review?
Turn early design choices into a stable production process
If you are evaluating a plastic ultrasonic welding project, the fastest path is usually not more trial-and-error on the machine. It is a better review of resin behavior, joint geometry, fixture strategy, and validation risk before tooling is locked in.
Share your CAD, resin grade, sealing requirements, and production goals with us. We can help assess weldability, flag high-risk features, and define a more repeatable path to production. Contact us today to request a design review or quote.



{kind=link}