
Back purge welding may sound like a niche welding detail, but in high-purity fabrication, it is the difference between a clean root and a costly rework.
This guide explains the science behind back purge welding, why traceability now matters more than ever, and how automated control helps deliver cleaner, more consistent stainless welds.
What Is Back Purge Welding?
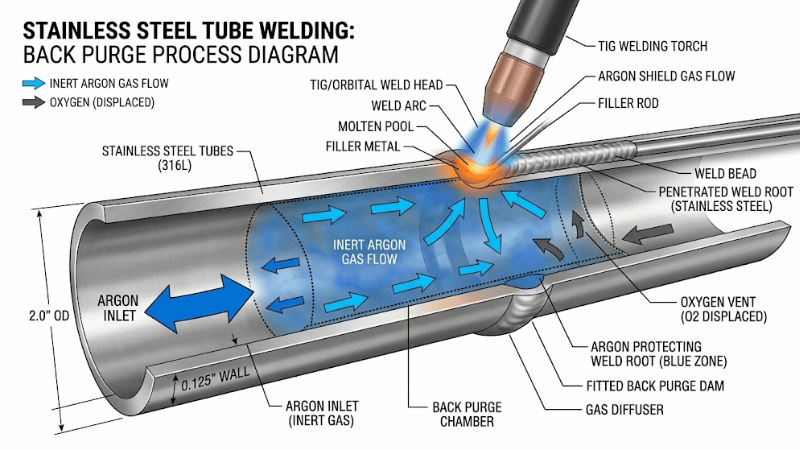
Back purge welding means filling the root side of a weld joint with inert gas—usually argon—to push out oxygen before and during welding. This protects the inside of the weld from oxidation while the metal is hot.
In stainless steel pipe and tube, that inner weld surface is often the part exposed to process media, purified water, or clean gas. If it oxidizes, the result is not just discoloration—it is a rougher, weaker, more corrosion-prone root.
Today’s hygienic and UHP fabrication standards are pushing manufacturers away from purge guesswork and toward measurable, repeatable process control.
The Certainty Gap: What Typical Guides Miss
Most guides explain what purging is, but not why manual purging is increasingly a problem. If purge quality depends on tape, timing, and operator judgment, the process is hard to repeat and even harder to prove.
That becomes expensive quickly. One sugared weld in a pharmaceutical or high-purity line can mean cut-out, reweld, reinspection, retesting, and downtime. In critical systems, one bad joint can trigger a very expensive chain reaction.
Just as important, auditors and customers now want more than acceptable appearance. They want evidence that the weld was made under controlled conditions, not based on “it looked fine.”
The Science of Back Purging in Stainless Steel
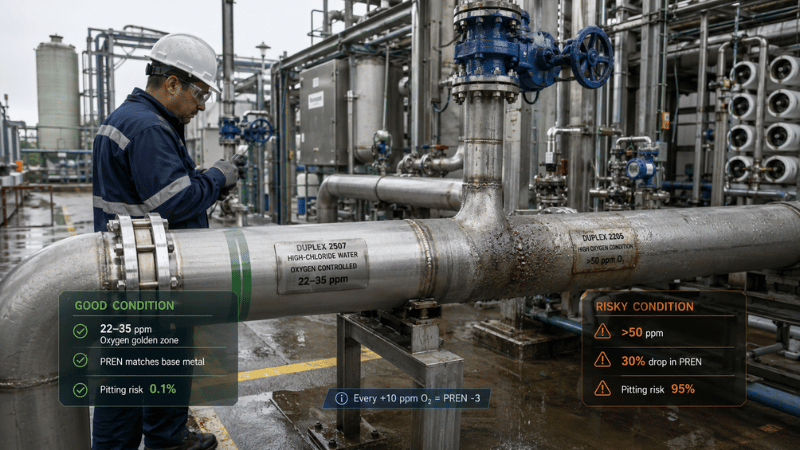
Stainless steel resists corrosion because chromium forms a protective passive layer. During welding, high heat makes the metal highly reactive. If oxygen reaches the root side, chromium oxidizes aggressively, creating heat tint and depleting chromium at the surface.
That chromium loss reduces corrosion resistance and raises the risk of pitting and localized attack. In other words, oxidation damages the very thing that makes stainless steel “stainless.”
It is also important to separate shielding gas from purge gas. Torch shielding protects the weld face and arc. Root purging protects the inside diameter and molten root bead. One does not replace the other.
What Happens If You Don’t Back Purge?
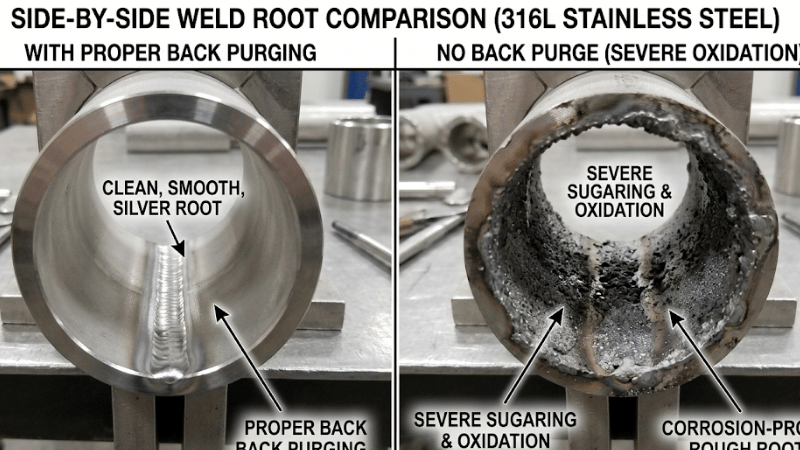
The most common failure is sugaring, a rough, granular oxidation on the weld root. In sanitary systems, this is a serious defect because the surface becomes harder to clean and easier to contaminate.
Those rough internal areas can trap residue and bacteria in food, beverage, and pharmaceutical applications. Even if the outside weld looks clean, the inside may still create hygiene and validation problems.
Oxidized roots can also become stress concentrators, increasing the chance of early cracking in pressure or cyclic service. So skipping purging can hurt corrosion resistance, cleanability, and durability all at once.
Mandatory vs. Recommended: When to Purge
Back purging is effectively mandatory in semiconductor gas lines, UHP pharma systems, and hygienic stainless applications where the internal weld surface must stay clean, smooth, and corrosion-resistant.
It is also strongly recommended for high-end exhaust systems, marine-grade stainless, and any service where internal oxidation can shorten lifespan or create maintenance problems.
The ikratz Decision Framework
A practical purge decision comes down to three factors:
- Material type – Is the alloy sensitive to oxidation?
- Service environment – Is the weld exposed to corrosive media or hygienic duty?
- Failure consequence – Will a poor root cause only appearance issues, or major quality and downtime risk?
If the consequence is costly, purge it.
How Back Purging Works: Manual vs. Automated Systems
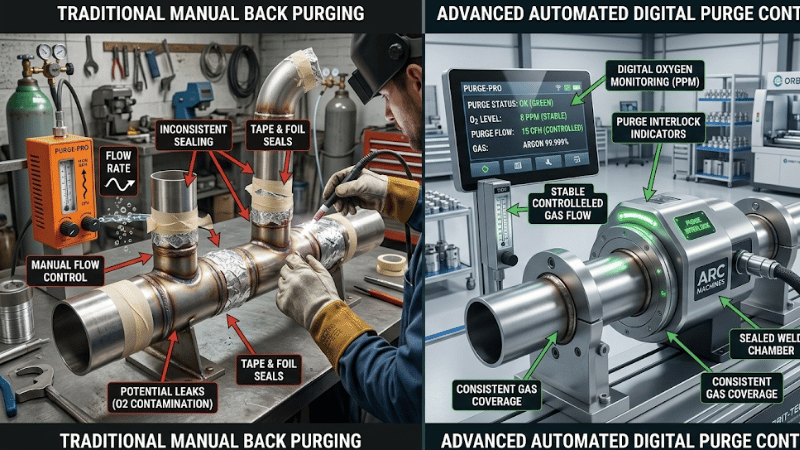
Traditional purging uses dams, tape, end caps, and manual flowmeters. It can work, but it depends heavily on sealing quality, correct venting, and operator timing.
That is where inconsistency creeps in. If sealing is poor or venting is unstable, air can re-enter the joint and oxygen levels can fluctuate. The result is uneven root quality and inconsistent weld color.
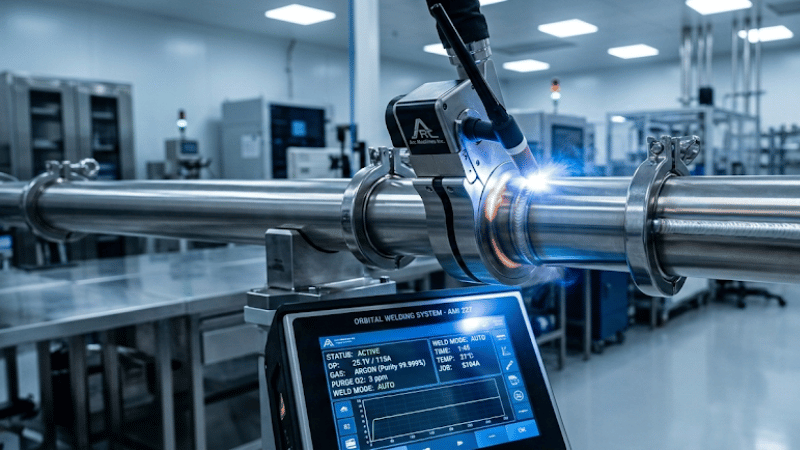
By contrast, closed-chamber orbital welding systems create a more stable environment. They improve gas control, repeatability, and consistency—especially in high-spec production.
The ikratz Solution: Engineering Out Human Error
This is where automation earns its keep.
Digital Pre-Purge Interlocks
The system blocks ignition until the required purge volume has displaced the chamber atmosphere. No more starting too early.
Integrated PPM Monitoring
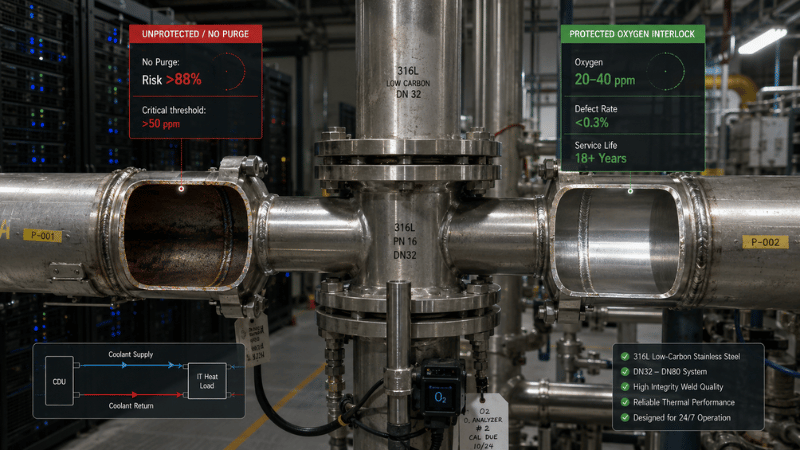
With a digital oxygen analyzer, the weld starts only when oxygen reaches the programmed threshold, such as <50 ppm for high-purity applications.
Dynamic Pressure Balancing
Intelligent pressure control helps maintain a stable internal atmosphere and supports a flatter, cleaner root bead.
Automated Weld Data Logs
Each weld can generate a digital record of purge conditions, oxygen level, and process data—making audits and project handovers much easier.
Best Practices for High-Purity Purging
Pure argon is the standard choice for most stainless root purging. In some cases, argon/hydrogen blends may improve speed or bead quality, but they must be validated carefully.
Joint preparation matters just as much as purge gas. Oils, dirt, and embedded contamination can still cause discoloration even if oxygen is controlled.
Proper venting is also critical. Too little venting traps air; too much can destabilize the purge. Good purging is about balance, not maximum flow.
Common Mistakes and How ikratz Fixes Them
One common mistake is relying too much on heat tint as a quality indicator. Color can help, but it is still a visual guess after the weld is made. Automated oxygen sensing gives a clear go/no-go decision before arc start.
Another issue is over-purging. Many operators use extra argon “just to be safe,” which wastes gas and time. Automated volume-based purge control helps reduce unnecessary consumption.
Leaks are another frequent problem. Tape shifts, seals loosen, and air enters the chamber. Real-time monitoring helps detect purge loss before the weld root is compromised.
Cost, Time, and ROI Analysis
The ROI of automated purging usually comes from three places: less rework, lower gas waste, and less manual monitoring.
In high-spec fabrication, preventing even a few rejected welds can make a big difference in payback time. When you add reduced inspection friction and faster documentation, the economics become even stronger.
Automation also improves scalability. One operator can oversee multiple ikratz systems with more consistent results than fully manual purging.
Verification: How to Prove a Proper Purge
A properly purged root is typically silver to light straw under borescope inspection, depending on the procedure and acceptance criteria. Heavy discoloration usually indicates excessive oxygen exposure.
But color alone is not enough for critical work. Many projects also require documented procedure control and traceable weld records.
That is why digital log export is so valuable. It turns purge quality from an opinion into documented evidence for QA, customers, and auditors.
Conclusion
Back purge welding is no longer just a best practice for careful fabricators. In stainless systems that demand corrosion resistance, cleanliness, and repeatable quality, it is a process-control requirement.
The real advantage today is not just better root protection—it is certainty. When purge quality is measured, controlled, and logged, you reduce rework, improve compliance, and produce more reliable welds every time.
Call to Action
Stop Guessing Your Weld Root
ikratz helps manufacturers replace manual purge guesswork with repeatable, audit-ready weld quality through digital interlocks, oxygen verification, pressure control, and automatic weld records.
Download our 2026 Purge Time & Argon Flow Calculation Chart or contact ikratz today for a demo of the Integrated PPM Purge System. If you want cleaner roots and fewer weld surprises, let’s talk.
FAQs
Is back purging always required for stainless steel welding?
Not always for cosmetic or non-critical parts. But for 300-series stainless in hygienic, corrosive, or high-purity service, it is usually essential because oxidized roots reduce corrosion resistance and cleanability.
What is the gold standard for oxygen levels during a back purge?
For high-purity applications, many manufacturers target below 50 ppm, depending on the WPS, customer specification, and validation requirement.
How can I reduce argon waste during purging?
Use properly sized purge zones, verify seals, avoid arbitrary wait times, and switch to volume-based or oxygen-based purge control instead of manual timing.



{kind=link}