
Robotic TIG welding can produce clean, repeatable welds without making your best TIG welder run the same bead all day. But automation is not magic. It only works when your parts, process, and budget are ready.
This guide explains when automated TIG welding makes sense, when it does not, and how to choose between robotic TIG, cobot TIG, automatic TIG machines, and robotic MIG.
What Is Robotic TIG Welding?
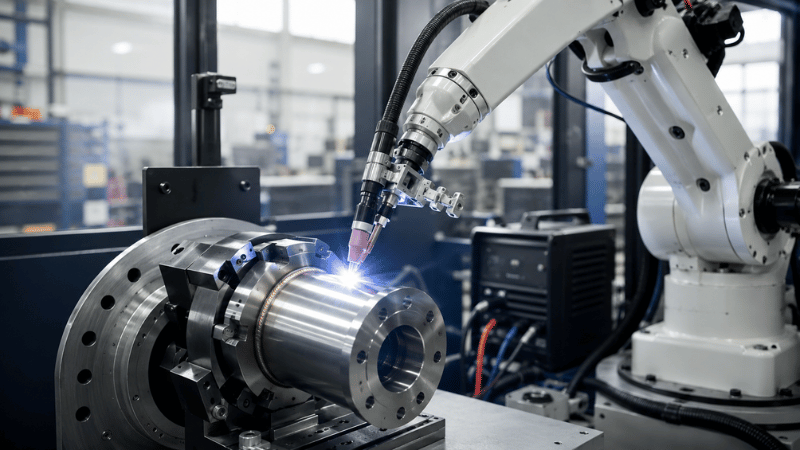
Robotic TIG welding is automated GTAW, or gas tungsten arc welding. A robot or cobot controls the torch path while the power source, tungsten electrode, shielding gas, fixture, and sometimes filler wire create the weld. The American Welding Society describes GTAW as a process using a non-consumable tungsten electrode and shielding gas to protect the weld area.
In simple terms, the robot handles motion, the welding system controls the arc, and the fixture keeps the part where it belongs. When all three behave, weld quality becomes far more consistent.
Robotic TIG welding uses a robot arm. Automated TIG welding is broader and may include orbital welders, seamers, fixtures, and robots. An automatic TIG welding machine is usually built for one repeatable weld type, such as tube, circular, or longitudinal seams.

When Robotic TIG Welding Makes Sense
Robotic TIG welding works best when parts are repeatable, weld paths are stable, and precision matters more than raw speed.
Good-fit applications include stainless steel assemblies, aluminum components, sanitary fabrication, food-grade equipment, medical devices, aerospace parts, marine products, and other quality-sensitive work. These jobs often require clean appearance, low spatter, controlled heat input, and consistent bead profile.
It also helps when skilled TIG labor is hard to find. Automation does not replace welding knowledge; it shifts experienced welders into supervision, inspection, parameter tuning, and process improvement.
When You Should Not Automate TIG Welding
Robots are great at repetition. They are terrible at forgiving chaos.
If your parts come off the bender slightly different every time, a robot may simply make bad parts faster. TIG welding automation needs stable cutting, bending, machining, cleaning, and fit-up before it can perform consistently.
A useful shop-floor rule is The 0.5mm Gap Rule. In automated TIG without advanced laser vision tracking, joint gap variation above 0.5mm, or about 0.02 inch, can often cause burn-through, lack of fusion, or ugly bead inconsistency. If your upstream process cannot hold that tolerance, fix the process before buying the robot.
Red flags include one-off jobs, unclear quality standards, poor cleaning discipline, low volume, unstable fit-up, and no reliable data on current cycle time or defect rate.
Key Benefits of Robotic TIG Welding
The biggest benefit is consistency. A properly programmed robotic TIG welder can repeat travel speed, torch angle, arc length, heat input, and timing across shifts.
That consistency can reduce rework, improve weld appearance, and make production planning easier. It is especially valuable when customers care about bead profile, discoloration, distortion, or inspection records.
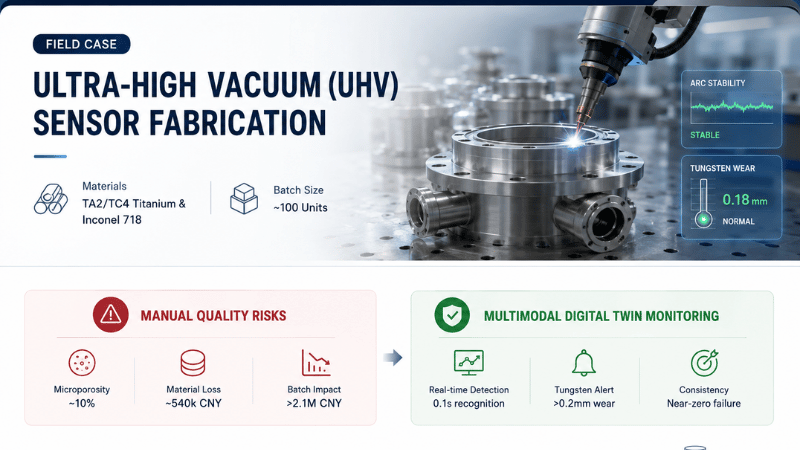
In modern manufacturing, the real upgrade is Digital Traceability. A system that logs current, voltage, gas flow, travel speed, part ID, and cycle data becomes a quality asset. That digital footprint can support audits in medical, aerospace, food-grade, and precision manufacturing.
Limitations and Risks
TIG is precise, but it is not usually the fastest welding process. Compared with robotic MIG, TIG often has lower deposition rates and tighter process-control requirements. If speed is the main goal, MIG may be the better fit.
Filler wire control can also be challenging. Wire angle, feed rate, timing, torch position, and puddle control all matter. A skilled welder adjusts by feel; a robot needs those instincts converted into parameters and fixtures.
Part preparation is critical. Automated stainless steel TIG welding and aluminum TIG automation both require clean material, repeatable fit-up, stable shielding gas, and good tungsten management.
Core Components of a Robotic TIG Welding System
A complete robotic GTAW welding system includes more than a robot holding a torch.
You typically need a robot or cobot arm, TIG power source, torch package, torch mount, shielding gas system, fixtures, controls, safety equipment, data-logging software, and sometimes a filler wire feeder or positioner.
The power source must match the material. Aluminum often requires AC capability, while stainless steel and many other metals may use DC. Pulse settings, current control, robot communication, and data capture also matter.
Fixturing is often the make-or-break factor. Good fixtures make robots look brilliant. Bad fixtures make everyone blame the robot while the part quietly shifts out of position.
Safety also matters. Welding introduces fumes, burns, UV radiation, electrical shock, and hot surfaces. OSHA provides guidance on welding, cutting, and brazing hazards, which should be considered during cell design.
Cobot TIG vs. Industrial Robotic TIG
Cobot TIG is often attractive for smaller shops, high-mix production, and frequent changeovers. It can be easier for trained welders to learn and may require less floor space.
Industrial robotic TIG is usually better for larger batches, tighter repeatability, advanced positioning, and dedicated production cells. It fits applications where uptime, precision, and integration justify the investment.
Choose cobot TIG welding when flexibility matters most. Choose industrial robotic TIG when volume, repeatability, and precision are the priority.
Still, “cobot” does not mean “safe without planning.” Robot and cobot systems need risk assessment, guarding decisions, emergency stops, and safe procedures. Standards such as ISO 10218 are commonly referenced for industrial robot safety.
Robotic TIG vs. Robotic MIG
A robotic TIG system is best for repeatable parts with precision weld paths. Robotic MIG usually wins when speed, deposition rate, and throughput matter most.
| Feature | Robotic TIG / GTAW | Robotic MIG / GMAW |
|---|---|---|
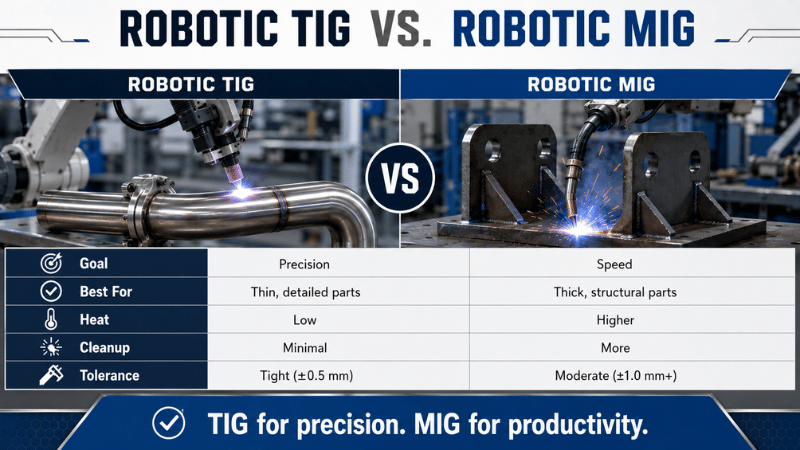
| Primary Goal | Surface quality and precision | Speed and deposition rate |
| Material Thickness | Best for thin wall, often under 6mm | Best for structural parts, often over 3mm |
| Heat Control | Excellent, lower distortion | Moderate, higher heat input |
| Cleanup Cost | Very low, no spatter | Higher, spatter cleanup may be needed |
| Tolerance Needs | High, around ±0.5mm | Moderate, often ±1.0mm or more |
For thin stainless steel, aluminum components, sanitary fabrication, and appearance-critical welds, robotic TIG welding aluminum or stainless TIG automation may be the better choice. For thick structural parts, frames, brackets, and high-volume production, robotic MIG may deliver stronger ROI.
TIG is the precision tool. MIG is the productivity hammer. Both are useful—just do not use the hammer to polish a watch.
Decision Framework: Should You Automate TIG Welding?
Before calling vendors, score your application from 1 to 5 in seven areas: part repeatability, production volume, weld quality requirements, fit-up consistency, material cleanliness, labor constraints, and ROI potential.
High scores mean automation deserves serious testing. Medium scores suggest sample welding or a pilot project. Low scores mean upstream issues should be fixed first.
The best first automation project is rarely the hardest weld in the shop. Start with a stable, repeatable, high-value part where success can be measured clearly.
Cost and ROI Considerations
Main costs include the robot or cobot, TIG power source, torch package, filler system, fixtures, positioners, safety systems, programming, training, maintenance, integration, and traceability tools.
Hidden costs are where buyers get surprised. Fixture revisions, part redesign, gas usage, tungsten management, downtime, weld procedure development, and operator training all affect the real investment.
ROI depends more on application fit than robot price alone. Labor savings matter, but rework reduction, quality improvement, capacity expansion, delivery consistency, and audit readiness can be just as valuable.

Implementation Timeline
A practical project starts with weld process review: material, joint design, quality standards, production volume, defect history, and current bottlenecks.
Next comes sample part testing. Always test actual parts when possible. Perfect coupons are nice, but they rarely represent the glorious chaos of real production.
Then comes fixture and cell design, followed by programming. This includes arc starts, travel speed, pulse settings, filler timing, torch angle, and crater control.
During ramp-up, monitor cycle time, defects, consumables, downtime, operator feedback, and recorded weld data. The first week is not the finish line; it is where the process starts telling the truth.
Common Pitfalls and Fixes
The most common pitfall is inconsistent fit-up. Fix it with better fixtures, tighter tolerances, and pre-weld inspection.
Poor shielding gas coverage can cause oxidation, porosity, and ugly welds. Fix it with gas lens selection, purge control, flow validation, and better torch access.
Tungsten contamination creates arc instability. Fix it with a Tungsten Management Protocol, including scheduled tip changes, clean storage, proper grinding, and high-precision CNC grinding where consistency is critical. A robot cannot compensate for a cratered electrode, no matter how expensive its controller looks.
Another mistake is choosing an overcomplicated first project. Start with a stable, repeatable weld before asking the robot to perform welding gymnastics.
Buyer’s Checklist
Before choosing a TIG welding robot or system, define your material, part size, joint type, weld length, tolerance, annual volume, quality requirements, and expected cycle time.
Confirm robot reach, payload, torch access, power source capability, filler wire requirements, shielding gas needs, positioner requirements, safety design, and traceability functions.
When evaluating vendors, ask: Can they test your actual parts? What variation can the system handle? What training is included? What fixtures are required? What production rate is realistic? What data can the system record?
Who Robotic TIG Welding Is For
Robotic TIG welding is a strong fit for manufacturers with repeatable, precision welds and quality-sensitive production.
It may also fit shops with moderate part variation but serious labor shortages, rework problems, traceability needs, or appearance requirements.
It is usually a poor fit for highly custom, low-volume, inconsistent, repair-heavy, or poorly controlled work. In those cases, improving upstream processes may deliver better ROI than automation.
FAQs
Can TIG welding be fully automated?
Yes. TIG welding can be automated with robotic systems, cobots, dedicated automatic TIG machines, orbital equipment, or specialized fixtures. Success depends on repeatable parts, stable fit-up, correct parameters, clean material, and proper fixturing.
Is robotic TIG welding faster than manual TIG welding?
It can reduce manual labor and improve consistency, but TIG is generally slower than MIG because it has lower deposition rates and tighter process-control requirements. Its main value is precision, repeatability, and quality control—not always raw speed.
How do I know if a TIG welding robot is worth the investment?
It is worth evaluating when you have repeatable parts, high quality requirements, measurable rework costs, skilled labor constraints, traceability needs, and enough volume to justify fixtures, programming, training, and integration.
Is cobot TIG welding better than industrial robotic TIG?
Not always. Cobot TIG is often better for flexible, high-mix work and easier programming. Industrial robotic TIG is better for stable high-volume production, demanding repeatability, advanced positioning, and dedicated automation cells.
Conclusion
Robotic TIG welding is best for repeatable, quality-sensitive welds where precision, consistency, heat control, appearance, and digital traceability matter more than maximum speed.
The right choice may be robotic TIG, cobot TIG, an automatic TIG welding machine, or robotic MIG. The winner depends on part consistency, weld requirements, volume, safety needs, tolerance control, and ROI. Automate only when the process is ready—not because a robot looks impressive in a trade show video.
Request a Robotic Welding Feasibility Review
Your parts, tolerances, weld quality goals, and production volume deserve a practical review before you invest. A strong automation partner can help compare robotic TIG, cobot TIG, MIG automation, and dedicated TIG systems so you avoid buying the wrong solution with a very expensive smile.
Contact us today to share your part details and production goals. Let’s find the welding automation path that actually fits your shop.



{kind=link}