
Choosing gas for welding isn’t just a setup tweak—it’s a metallurgical decision with long-term consequences. Get it wrong, and your weld may pass inspection today but fail in service tomorrow.
This guide breaks down the chemistry, physics, and economics behind welding gases—so you can stop guessing and start engineering your results.
What Competitor Articles Usually Miss (and What You’ll Learn Here)
Most guides treat welding gases like seasoning—sprinkle some argon, maybe a dash of CO₂, and call it a day. Reality? It’s closer to chemistry class with a price tag.
Here’s what you’ll gain:
- Chemical-level insight into weld degradation
- A practical cost-performance framework
- A repeatable system for process control
And yes—we’re going beyond the usual “argon good, CO₂ cheap” clichés.
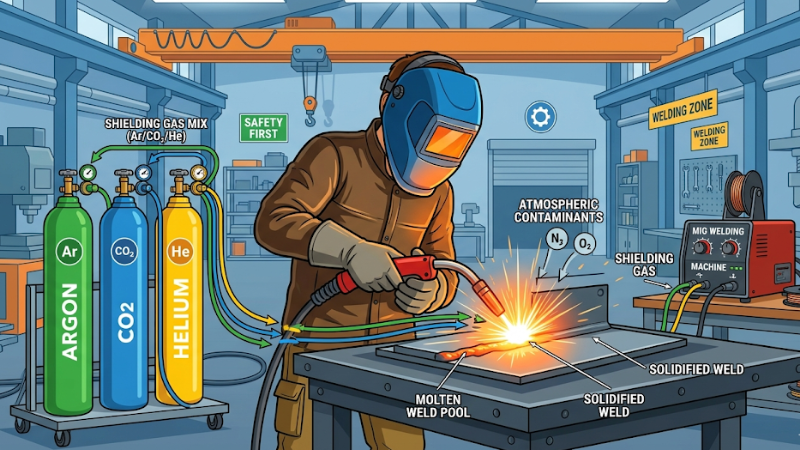
Welding Gases 101: Types, Roles, and Core Functions
Primary Shielding Gases Explained
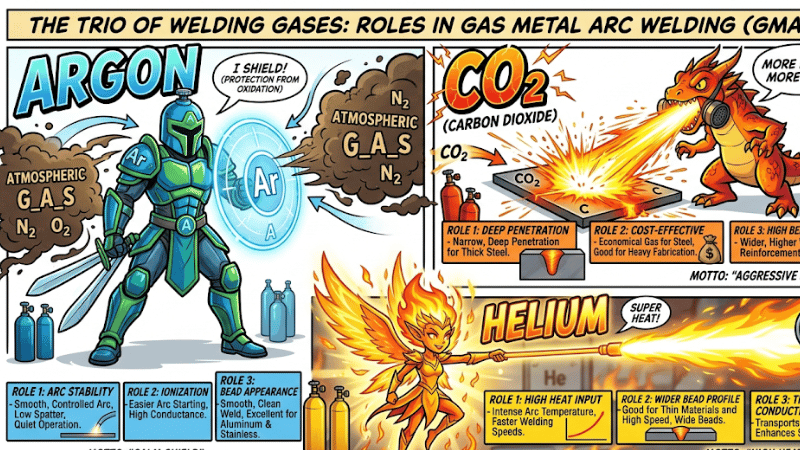
- Argon: The quiet professional—stable arc, minimal reaction
- CO₂: The aggressive one—deep penetration, but chemically reactive
- Helium: The overachiever—high heat input, excellent for thick sections
Each gas influences both arc behavior and molten pool chemistry.
Arc Physics vs Chemical Reality
Arc stability is what you see. Metallurgical reactions are what come back to haunt you later.
A smooth arc doesn’t guarantee a safe weld. Oxidation potential and carbon activity matter just as much as bead appearance.
Why Mixed Welding Gases Exist
Because no single gas does everything well. Mixed gases balance:
- Arc stability
- Heat input
- Chemical reactivity
That balance is where performance—and profit—lives.
The Metallurgical Impact of Welding Gas (Chemical-Level Analysis)
Carbon Pickup Mechanism in CO₂ Shielding
At high temperatures, CO₂ decomposes. That releases carbon into the weld pool.
Result? Carbon diffusion into stainless steel—never a good surprise.
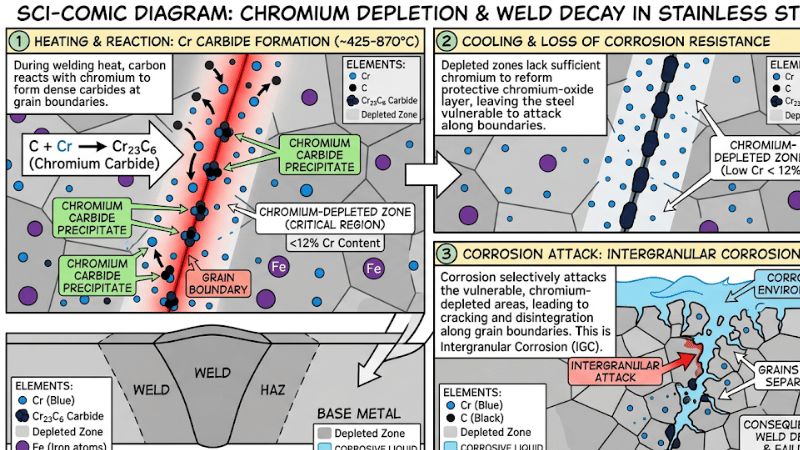
Sensitization & Chromium Depletion (Critical Failure Mechanism)
Here’s the reaction that causes headaches months after welding:
- Formation of chromium carbide:
23Cr + 6C → Cr₂₃C₆
This leads to chromium depletion at grain boundaries.
Why it matters:
Once chromium drops below ~10.5%, corrosion resistance collapses.
Expert Insight:
Your weld might look flawless—but too much CO₂ can silently sabotage corrosion performance.
Intergranular Corrosion Explained
This is where things get ugly.
Corrosion attacks grain boundaries weakened by chromium depletion. The weld literally fails from the inside out.
Oxidation & Root Sugaring
Without proper shielding or purge:
- Oxygen reacts with molten metal
- Forms oxide layers (“sugaring”)
That destroys both cleanliness and corrosion resistance.
Metallurgical Best Practices
- Use low-CO₂ mixtures for stainless
- Maintain high gas purity
- Control contamination like your warranty depends on it (because it does)
| Weld Observation | Metallurgical Root Cause | Gas Optimization Fix |
|---|---|---|
| Black “Soot” or Heavy Gray | Turbulence-induced O₂ entrainment. | Reduce flow rate; switch to Large Gas Lens. |
| Internal “Sugaring” | Purge O₂ > 100 ppm; root oxidation. | Extend purge time; use Oxygen Analyzer. |
| Micro-Pitting (Months later) | Chromium Carbide formation (Sensitization). | Lower CO₂ ratio; use 98/2 Ar/CO₂ or Tri-Mix. |
Tri-Mix Welding Gas Explained (With Real Ratios & Hidden Economics)
What Is Tri-Mix Gas?
A blend of:
- Argon (stability)
- Helium (heat input)
- CO₂ or O₂ (arc enhancement)
It’s the Swiss Army knife of shielding gas chemistry.
Recommended Ratios for 304 / 316L
- Thin material: lower helium, tighter control
- Thick sections: increased helium for penetration
But here’s the catch…
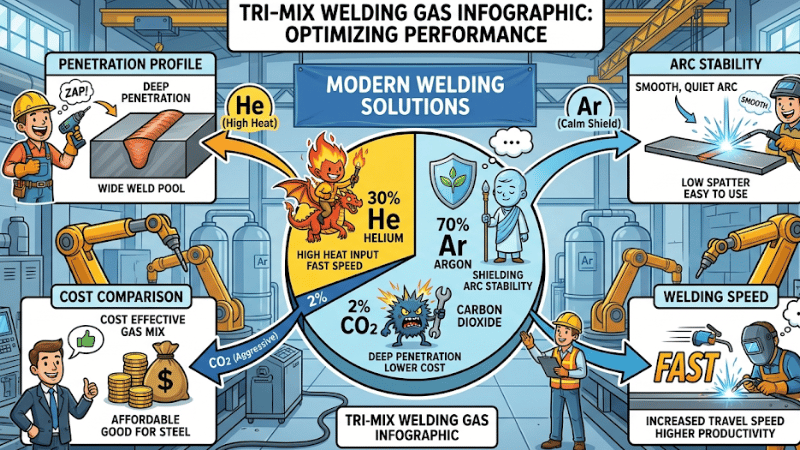
The Helium Tax (Hidden Commercial Trap)
Suppliers often push high helium mixes (up to 90%). Sounds impressive—costs a fortune.
Reality check:
- 30% helium + optimized parameters often delivers similar results
- Up to 40% cost savings is achievable
Helium is expensive. Use it like espresso—not water.
When Tri-Mix Is Actually Worth It
- High-spec industries (pharma, food-grade, aerospace)
- Critical welds where rework isn’t acceptable
Otherwise? You might be overpaying for marginal gains.
Back Purging & Oxygen Control: The Physics Most Welders Ignore
Why Back Purging Is Non-Negotiable
Without purge gas:
- Root oxidation occurs
- Internal weld quality collapses
For stainless, this isn’t optional—it’s survival.
Oxygen PPM Targets
For high-quality welds:
- <100 ppm for general stainless
- <50 ppm for critical applications
Anything higher? Expect problems.
Displacement Efficiency (Fresh Insight)
Here’s where things get interesting.
Laminar flow vs turbulent flow:
- Laminar: smooth, predictable, efficient
- Turbulent: chaotic, mixes oxygen back in
Laminar purge can be up to 3× more efficient.
Practical Purge Setup Optimization
- Seal joints properly
- Control flow rate (more ≠ better)
- Avoid turbulence at entry points
Gas isn’t just flowing—it’s behaving.
Cost vs Performance: A True TCO Model for Welding Gas
The Real Cost Equation
Stop focusing only on gas price.
True cost includes:
- Gas consumption
- Labor time
- Rework and defects
Post-Processing Labor Ratio (New KPI)
Let’s be blunt: grinding is expensive.
Example:
- 1L premium gas saves 15 minutes of cleanup
That’s not cost—that’s investment.
When Expensive Gas Wins
Higher-performance gases reduce:
- Rework
- Labor hours
- Total weld cost
Cheap gas can be very expensive in disguise.
Decision Framework (Fresh Insight)
Choose based on:
- Low-cost production
- High-speed output
- Zero-defect requirements
Different goals = different gas strategies.
The Labor vs. Gas Investment Model
Stop looking at the cylinder price. Start looking at the Post-Processing Labor Ratio.
If 1L of Premium Tri-Mix saves 15 minutes of grinding/rework, the gas pays for itself 5x over.
- ✅ Argon 6.0: Essential for Semiconductor.
- ✅ Tri-Mix: High-speed Stainless efficiency.
- ✅ Digital Twin: Flow simulation saves 20% waste.
Real-World Experience: Lessons from Welding Failures & Optimization
Case Study: Stainless Steel Failure Due to Gas Choice
Problem:
- Excessive CO₂
- No proper purge
Result:
- Corrosion failure after deployment
Fix:
- Optimized gas mix
- Controlled purge environment
Lesson: Metallurgy doesn’t forgive shortcuts.
Field Notes from High-Spec Fabrication
Common issues:
- Overuse of helium
- Poor purge discipline
- Inconsistent gas flow
Repeatability—not skill—is often the real bottleneck.
Gas Delivery Strategy: From Cylinders to AI-Controlled Systems (2026 Trend)
Traditional Approach: Cylinders & Premixed Gas
Simple, but limited:
- Fixed compositions
- Higher long-term cost
- Less flexibility
On-Site Gas Mixing Systems
Advantages:
- Custom ratios
- Scalable production
- Cost efficiency
Real-Time AI Gas Monitoring (Future-Proof Insight)
Modern systems now:
- Track gas composition in real time
- Adjust automatically
- Ensure consistent quality
Top-tier shops don’t just buy gas—they engineer atmospheres.
Flow Physics: Laminar vs Turbulent Control
Laminar flow creates a stable shielding environment.
Turbulence invites contamination.
If your gas flow looks chaotic, your weld probably is too.
Practical Checklist: How to Choose the Right Welding Gas
Step-by-Step Decision Framework
- Material type (carbon vs stainless vs alloy)
- Welding process (MIG, TIG, orbital)
- Corrosion requirements
- Production speed vs cost priorities
Quick Reference Matrix
- Stainless + critical → low CO₂, controlled purge
- Carbon steel → CO₂ blends acceptable
- Thick sections → helium-assisted mixes
Simple—but only if you think it through.
Conclusion
Welding gas isn’t just about arc stability—it directly controls metallurgical integrity. Poor gas selection can trigger chromium depletion, oxidation, and long-term failure.
Optimized gas strategies—combined with proper purge control and cost analysis—unlock better weld quality, lower rework, and real savings. The future? Digitally controlled, precision-managed welding environments.
CTA: Optimize Your Welding Gas Strategy
Stop wasting money on the wrong gas mix. Our team helps manufacturers optimize welding gas selection for better quality, lower rework, and reduced total cost. From tri-mix tuning to purge optimization, we turn guesswork into engineered performance.
Contact us today to request a welding gas audit and uncover hidden savings in your process.
Frequently Asked Questions
Q1: How does CO₂ in welding gas affect stainless steel?
CO₂ introduces carbon into the weld pool, leading to chromium carbide formation and increased risk of intergranular corrosion.
Q2: What is the ideal tri-mix ratio for stainless steel welding?
It depends on thickness and process, but optimized blends (not maximum helium) typically deliver the best cost-performance balance.
Q3: Why is back purging critical in pipe welding?
Without proper purge gas, the weld root oxidizes (“sugaring”), severely reducing corrosion resistance and structural integrity.



{kind=link}