

Titanium welding isn’t about steady hands—it’s about ruthless process control. If your weld turns blue, it’s not “bad luck,” it’s physics calling you out.
This guide breaks down how to achieve zero-contamination titanium TIG welding using measurable variables like oxygen ppm, shielding design, and gas purity.
What Competitor Articles Usually Miss (and What You’ll Learn Here)
Most articles say “use argon” and call it a day. That’s like saying “just breathe air” during a spacewalk—technically correct, practically useless.
Here’s what they skip—and what you’ll master:
- No quantified oxygen thresholds
- No mention of argon 5.0 vs 6.0
- No cooling-phase shielding strategy
- No structured QA using weld color
This guide fills those gaps with:
- Industrial-grade gas purity standards
- Defined <50 ppm oxygen thresholds
- Shield design tied to thermal physics
- A color-based decision system
Titanium Welding = Oxygen-Controlled Metallurgical System
Critical Temperature Thresholds
Titanium behaves nicely—until it doesn’t.
Above 427°C (800°F), it aggressively reacts with oxygen, nitrogen, and hydrogen. That’s where your weld either stays aerospace-grade… or becomes scrap.
Contamination Mechanisms
The moment titanium meets oxygen at high temperature:
- Oxygen diffuses into the weld pool
- Brittleness increases
- Fatigue strength drops
Key takeaway: this isn’t cosmetic—it’s structural failure territory。
Process Control Variables
Every successful weld is governed by three variables:
- Gas purity
- Oxygen ppm level
- Thermal exposure duration
Ignore one, and your weld will let you know—visually and mechanically。
Industrial Shielding Strategy (Data-Driven Approach)
Argon Purity Standards (Technical Data Supremacy)
Not all argon is created equal。
- Argon 5.0 (99.999%) → Standard high-purity welding
- Argon 6.0 (99.9999%) → Semiconductor, pharma, aerospace
The difference? One extra “9” equals 10× less contamination risk。
Oxygen Analyzer Integration (Critical Control Layer)
If you’re not measuring oxygen, you’re guessing—and guessing is expensive。
- Start welding only when <50 ppm O₂
- Use inline analyzers for continuous validation
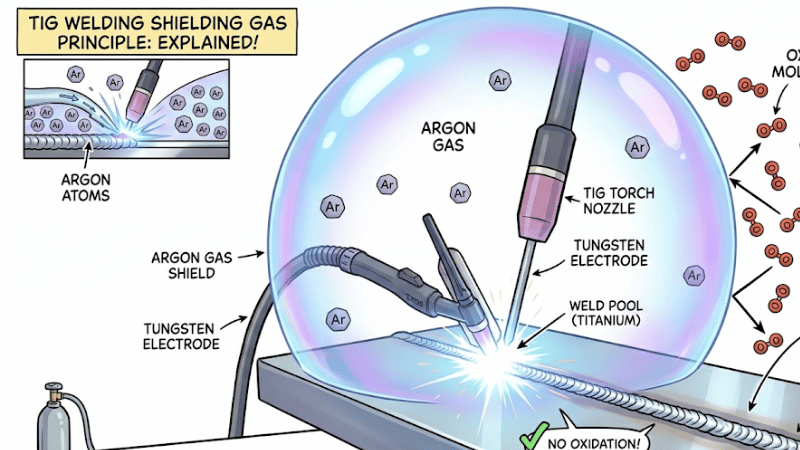
Primary Shielding Parameters
Shielding isn’t just flow—it’s flow behavior。
- Too high flow = turbulence = contamination
- Too low flow = incomplete coverage
Use proper cup sizes and aim for laminar gas flow。
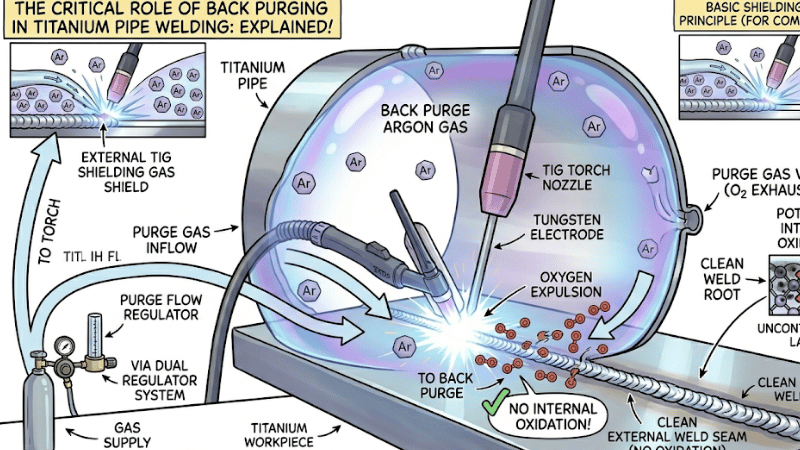
Back Purging as Internal Atmosphere Control
External shielding protects the weld surface. Internal purge protects the root。
- Use purge chambers or dams
- Ensure full gas displacement
- Maintain stable pressure
Key metric: internal oxygen must also stay below 50 ppm。
Failure Modes (With Measurable Causes)
- >100 ppm O₂ → blue/purple welds
- Turbulence → localized oxidation
- Leaks → inconsistent discoloration
Every failure has a number behind it。
Trailing Shield Physics: Cooling Rate & Shield Geometry
The 427°C Rule (Critical Insight Section)
Titanium must remain shielded until it cools below 427°C (800°F)。
Break this rule, and oxidation will occur—even after the arc stops。
Cooling Rate vs Shield Length
Higher heat input = longer cooling time = longer shielding required。
- Thin sheet → shorter trailing shield
- Thick plate → extended shielding zone
Shield Geometry Design Principles
Good shielding is engineered, not improvised:
- Even gas distribution
- Diffuser integration
- Adequate shield length
The goal? Prevent atmospheric air from sneaking in。
Real-World Engineering Implications
Small trailing shields fail because they ignore cooling physics。
If your shield doesn’t cover the thermal tail, it doesn’t work。
Step-by-Step TIG Welding Titanium (Process-Control Version)
Pre-Weld System Setup
Before striking an arc:
- Clean surfaces with dedicated tools
- Verify gas purity (5.0 / 6.0)
- Confirm oxygen <50 ppm
- Leak-test the system
Controlled Welding Execution
During welding:
- Maintain a stable arc
- Minimize heat input
- Keep shielding uninterrupted
Post-Weld Controlled Cooling
After welding:
- Continue shielding until below 427°C
- Avoid premature exposure
This is where many welds fail—after they “look done。”
Titanium Weld Color Chart (AEO-Optimized QA System)
Color as a Direct Oxygen Indicator
Weld color isn’t decoration—it’s data。
Structured Quality Decision Table
| Weld Color | PPM O₂ Exposure | Contamination Level | Engineering Action |
|---|---|---|---|
| Bright Silver | < 50 ppm | Near Zero | ACCEPT (Aerospace/Medical) |
| Straw / Gold | 50 – 100 ppm | Slight Oxidation | ACCEPT (General Industrial) |
| Blue / Purple | > 100 ppm | Moderate Contamination | EVALUATE (Fatigue Risk) |
| Gray / White | Severe Exposure | Severe Contamination | REJECT (Brittle Failure) |
Linking Color to ppm Exposure
- Silver → <50 ppm O₂
- Straw → ~50–100 ppm
- Blue → >100 ppm
- Gray → severe exposure
You’ve just turned visual inspection into a quantifiable QA tool。
Orbital Welding Titanium for High-Purity Systems
Why Orbital Welding Enables Process Control
Orbital welding removes variability:
- Closed shielding system
- Automated parameters
- Repeatable results
Integration with Oxygen Monitoring
Modern systems integrate:
- Real-time oxygen sensors
- Automated purge validation
Cost vs Quality Trade-Off
Yes, orbital welding costs more upfront。
But it delivers:
- Consistency
- Reduced rework
- Data traceability
Manual TIG vs Orbital (Engineering Comparison Matrix)
| Comparison Factor | Manual TIG Welding | Orbital TIG Welding |
|---|---|---|
| Repeatability | Medium | HIGH |
| Operator Dependency | High | LOW |
| Initial Setup Cost | Low | High |
| Quality Consistency | Variable | EXCELLENT |
* For high-purity titanium systems, Orbital Welding is the industry standard for ensuring zero-contamination.
Decision Framework: Manual vs Orbital vs Hybrid Systems
Key Inputs
- Required oxygen ppm tolerance
- Production volume
- Industry standards
Scoring Model (Unique Insight)
Evaluate based on:
- Repeatability
- Risk tolerance
- Cost efficiency
If failure isn’t an option,orbital wins—every time。
Real-World Experience: Failure Analysis from the Field
Case: Oxygen >100 ppm Before Welding
- Result: blue/purple weld
- Root cause: incomplete purge
Case: Inadequate Trailing Shield Length
- Result: oxidation during cooling
- Fix: extended shielding geometry
These aren’t rare—they’re daily shop-floor mistakes。
🛡️ Our Heritage in Mission-Critical Systems
At ikratz, we don’t just follow standards—we help define them. Our expertise is forged in the most demanding industrial environments in the world. From automotive mass production to nuclear energy, we’ve solved the “unsolvable” integration challenges.
2016: SAIC-Volkswagen (Shanghai)
The Lesson: Digital Integration. We learned that even a 1ms PLC protocol mismatch can halt a Tier-1 line. Today, our pre-verified digital twin protocols are industry standard.
2018: Changan Ford (Chassis)
The Lesson: Material Science. Tackling HAZ (Heat Affected Zone) softening in 6xxx-series aluminum chassis taught us to optimize joint geometry and thermal sequencing over raw tensile strength.
2023: Hebei Nuclear Energy
The Lesson: Process Control. Achieving zero-contamination in titanium piping for nuclear cooling systems solidified our Argon 6.0 + Orbital TIG zero-defect framework.
“When failure is not an option, ikratz is the solution.”
Zero-Contamination Welding Checklist (System Template)
Pre-Weld
- Verify argon purity (5.0 / 6.0)
- Confirm oxygen <50 ppm
- Clean all surfaces
During Weld
- Maintain stable shielding
- Control heat input
Post-Weld
- Shield until <427°C
- Inspect via weld color
Standards, Specifications & Authoritative References
Relevant Codes
- AWS D17.1
- ASME Section IX
Purity & Inspection Benchmarks
Industry standards increasingly demand:
- ppm-based verification
- Documented QA systems
Common Mistakes (With Quantified Consequences)
Welding Without ppm Verification
You’re flying blind—expect inconsistent results。
Using Low-Purity Argon
Lower purity = higher contamination risk。
Undersized Trailing Shields
Insufficient cooling protection = oxidation。
Ignoring Color Indicators
Color is your fastest QA signal—use it。
Limitations, Safety & Applicability
When This Level of Control Is Required
- Aerospace
- Semiconductor
- Pharmaceutical systems
Safety Considerations
- Inert gas = asphyxiation risk
- Confined space hazards
When Simpler Methods Are Acceptable
For non-critical applications,lower control levels may suffice。
Conclusion
Titanium welding success isn’t about talent—it’s about control。
- Oxygen ppm dictates weld integrity
- Argon purity and shielding design are non-negotiable
- Cooling-phase protection is just as critical as welding itself
Master these variables,and contamination becomes predictable—and preventable。
CTA: Build Your Zero-Contamination Welding System
Engineer Welding You Can Trust
Struggling with inconsistent titanium weld quality? We help manufacturers design high-purity welding systems with controlled shielding, oxygen monitoring, and repeatable workflows—so your welds pass inspection the first time, every time。
Contact us today to design a titanium welding process tailored to your application。
Frequently Asked Questions
Q1: What argon purity is required for welding titanium?
Argon 5.0 (99.999%) is standard, while 6.0 (99.9999%) is used in ultra-high-purity industries。
Q2: What oxygen level is safe before starting a titanium weld?
You should not start welding until oxygen levels are below 50 ppm。
Q3: Why must titanium remain shielded during cooling?
Because titanium reacts with oxygen above 427°C (800°F)。



{kind=link}