

In critical industries like oil & gas, a pressure vessel failure can be catastrophic, which is why their integrity is governed by the industry’s foundational law: the ASME Boiler and Pressure Vessel Code (BPVC).
Understanding a manufacturer’s commitment to this code is the single most critical factor in the selection process. This guide details the seven mandatory steps that define elite, ASME-certified fabrication, providing the crucial insight needed for that decision.
Step 1: Design & Engineering – The Blueprint for Safety
Before a single piece of steel is touched, the vessel’s safety and integrity must be mathematically proven. This foundational stage is governed by ASME Section VIII, Division 1, which provides the complex engineering formulas required to ensure the vessel can withstand its operational demands throughout its service life.
Our engineering team utilizes advanced software to perform these crucial calculations. They determine the Maximum Allowable Working Pressure (MAWP), Minimum Design Metal Temperature (MDMT), and required material thicknesses.
This includes meticulous calculations for shell and head thickness, reinforcement required for nozzles and openings, and stress values for every component under various loading conditions.
For vessels with unique geometries or those subjected to complex cyclic or thermal stresses, these calculations are often supplemented with Finite Element Analysis (FEA).
FEA is a powerful digital simulation tool that creates a virtual model of the vessel, allowing engineers to visualize stress concentrations and validate the design with an even deeper level of assurance.
The output of this rigorous process is a comprehensive set of fabrication drawings. These blueprints are the master guide for the project, specifying every detail:
- A Bill of Materials (BOM) listing every component and its required ASME material specification.
- Precise dimensions and tolerances for every part.
- A detailed Weld Map, identifying the location of every weld and specifying the required Welding Procedure Specification (WPS) and Nondestructive Examination (NDE).
Step 2: Material Procurement & Control – A Pure and Traceable Bloodline
A pressure vessel is only as reliable as the materials from which it is constructed. The ASME code mandates an unbroken chain of custody and verification for every pressure-retaining material, beginning with a Material Test Report (MTR), also known as a Certified Mill Test Report (CMTR).

This document is the material’s “birth certificate,” provided by the steel mill. It is a non-negotiable requirement that certifies the material’s exact properties, including:
- Heat Number: A unique code that traces the material back to the specific batch, or “heat,” in which it was produced.
- Chemical Analysis: A detailed breakdown of the material’s chemical composition.
- Mechanical Properties: Certified results from destructive testing, such as tensile strength, yield strength, and ductility.
- Impact Testing: For vessels operating at low temperatures, Charpy V-notch impact test results are required to ensure the material’s toughness and resistance to brittle fracture.
Upon arrival, our quality control team conducts a receiving inspection to verify the MTR against the material’s markings.
Once accepted, the unique heat number is transferred onto the material. This begins a process of 100% traceability that is maintained throughout fabrication, ensuring we can link every finished part back to its original certification.
Step 3: Cutting, Forming & Assembly – Forging the Vessel’s Form
With certified materials and approved drawings, the vessel transitions from paper to physical form. This stage demands both precision technology and skilled craftsmanship.
Layout and Cutting: The dimensions from the engineering drawings are laid out on the plates. High-precision CNC (Computer Numerical Control) plasma or laser cutting tables are then used to cut the plates to their exact shapes, ensuring tight, consistent fit-up for welding. The edges are then machined to create the precise bevel geometry—the “V” or “U” groove—specified in the WPS.
Forming: Flat plates are transformed into curved shapes through immense force. Massive plate rollers meticulously curve the plates into cylindrical shell sections. Separately, the vessel’s heads (its end caps) are formed into their specified elliptical or hemispherical profile, often through a process of hot-forming.
Assembly and Fit-Up: This is a critical pre-welding stage. Expert fitters carefully align the shells and heads, using cranes and hydraulic jacks. They constantly check for roundness, straightness, and the precise alignment of seams. The root gap—the space at the bottom of the weld groove—is set to the exact dimension required by the WPS. Once everything is perfectly aligned, the components are held in place with temporary tack welds.
Step 4: Welding – The Heart of Fabrication
Welding is the process that fuses the discrete steel components into a single, monolithic pressure boundary capable of containing immense energy. Given its critical importance, welding under the ASME code is a highly regulated and documented discipline, governed by a non-negotiable “trifecta” of quality control.

- Welding Procedure Specification (WPS): This is the approved Recipe. It is a formal, written document detailing the exact instructions for producing a weld that meets code requirements. The WPS specifies all essential variables: base and filler metals, joint design, preheat temperatures, welding process (e.g., Submerged Arc Welding – SAW), electrical parameters, and technique.
- Procedure Qualification Record (PQR): This is the Proof that the recipe works. To create a PQR, a test coupon is welded according to the WPS. This coupon is then subjected to a battery of destructive tests by a laboratory, including tensile tests (to check strength) and bend tests (to check for fusion and ductility). The successful results are documented in the PQR, which serves as the permanent evidence backing the WPS.
- Welder Performance Qualification (WPQ): This is the welder’s License. It is a test record certifying that an individual welder has demonstrated the skill to produce a sound weld following a specific WPS. Their test coupon is examined (often via radiography and bend tests), and if it passes, they are certified for that procedure.
No production welding on an ASME vessel ever begins until this WPS/PQR/WPQ system is in place and verified. All welding is performed by these qualified welders, often under the watchful eye of a Certified Welding Inspector (CWI).
Step 5: Nondestructive Examination (NDE) – Seeing the Unseen
A weld’s true quality lies within its internal structure, invisible to the naked eye. Nondestructive Examination (NDE) employs scientific methods to find any hidden flaws without damaging the vessel.
Per ASME code, these critical examinations must be performed by trained and certified personnel, typically qualified to the ASNT SNT-TC-1A standard.
The primary NDE methods used for pressure vessels are:
- Radiographic Testing (RT): This is an X-ray of the weld seam. It produces a film image that reveals internal volumetric flaws like porosity (gas pockets), slag inclusions, or internal cracks. It provides a permanent record of the weld’s quality.
- Ultrasonic Testing (UT): This method uses high-frequency sound waves sent into the weld. By analyzing the returning echoes, a skilled technician can identify and size internal planar defects like cracks and lack of fusion, which are often more dangerous than volumetric flaws. Advanced UT methods like Phased Array Ultrasonic Testing (PAUT) provide even more detailed digital images of the weld’s cross-section.
- Magnetic Particle Testing (MT): Used on ferromagnetic materials, this method reveals fine, surface-breaking cracks. The area is magnetized, and iron particles are applied. The particles will gather at any “flux leakage field” caused by a crack, making it visible.
- Liquid Penetrant Testing (PT): This method is used to find surface-breaking flaws on non-porous materials. A visible dye is applied, which seeps into any cracks. After cleaning the surface, a developer is applied, which draws the dye out, revealing the flaw.
Step 6: Heat Treatment & Pressure Testing – The Ordeal by Fire and Water
After all welding and NDE are complete, the vessel must prove its strength and durability through two final, critical trials.
First is Post-Weld Heat Treatment (PWHT). The entire vessel is placed inside a large, temperature-controlled furnace. It is slowly heated to a specific temperature (often over 1,100°F or 600°C) and held for a precise duration, then slowly cooled.
This thermal process does not harden the steel; rather, it relieves the immense residual stresses locked into the material during welding, improving its toughness and resistance to brittle fracture and stress corrosion cracking.
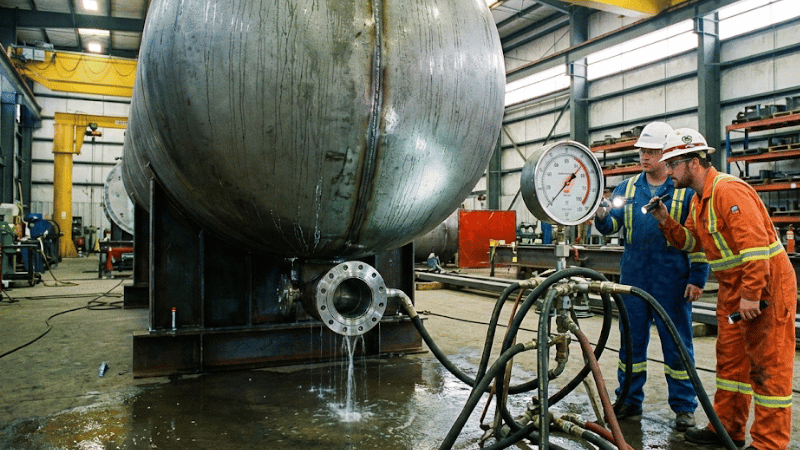
The final, ultimate validation of the vessel’s integrity is the Hydrostatic Test. Witnessed by the Authorized Inspector (AI), the vessel is completely filled with water, ensuring all air is vented. It is then pressurized, typically to 1.3 times its Maximum Allowable Working Pressure (MAWP), using a calibrated pressure gauge.
This immense pressure is held for a specified time while inspectors meticulously examine every single weld seam and joint for leaks, or any signs of yielding or distortion. A successful hydrotest is the definitive proof that the vessel is structurally sound and fit for service.
Step 7: Documentation & Certification – The Official Birth Certificate
Having successfully passed every design review, fabrication process, examination, and test, the vessel is ready for its official certification.
The Authorized Inspector, who has monitored the entire process, will witness the stamping of the vessel’s nameplate with the official ASME Certification Mark (e.g., the ‘U’ stamp for Section VIII, Division 1 vessels). This stamp is a globally recognized symbol of safety, quality, and unwavering compliance with the ASME code.
The final deliverable to the client is the comprehensive Final Data Book. This is not a simple manual; it is the complete, auditable legal history of the vessel’s creation. This package includes:
- The signed Manufacturer’s Data Report (Form U-1), the official registration document.
- All design calculations and as-built drawings.
- All Material Test Reports (MTRs) for pressure-retaining parts.
- The complete Weld Map and all supporting WPS, PQR, and WPQ records.
- All NDE reports and examiner certifications.
- The certified PWHT time-temperature chart and the hydrostatic test certificate.
This package provides the owner with a permanent, traceable record of quality and compliance, essential for regulatory purposes and asset management.
Conclusion
Choosing an ASME-certified fabricator who rigorously executes these seven steps is more than a procurement decision—it is a strategic partnership in risk mitigation. You are investing in long-term asset integrity, operational safety, and the unwavering assurance that your critical equipment was engineered and built to the highest possible standard.
Take the Next Step
You have seen the rigorous process that defines a truly compliant ASME vessel. Now, let’s apply that expertise to your specific needs.
1. Explore iKratz’s Proven Fabrication Capabilities
The 7-step process detailed above is the standard we apply to every project. See the results for yourself and discover iKratz’s range of custom-fabricated pressure vessels, reactors, and process columns built for the most demanding industrial applications.
➡️ View iKratz’s Pressure Vessel & Process Equipment Solutions
2. Submit Your Project Inquiry
Every high-stakes project has unique challenges and specifications. Partner with an engineering team that understands the complexities of ASME compliance from design to delivery. Submit your project details, and let iKratz’s experts help you build a solution that guarantees safety, quality, and performance.
➡️ Submit an Inquiry & Project Specifications
Frequently Asked Questions
1. Q: Why is an ASME-certified vessel more expensive?
A: The cost reflects a mandated quality and safety process. This includes fully certified materials, extensive NDE testing, and continuous third-party inspection. This investment ensures maximum safety and reliability, ultimately reducing the total cost of ownership by mitigating long-term risk.
2. Q: What is the role of the Authorized Inspector (AI)?
A: The AI is an independent, third-party inspector who ensures every step of the process strictly adheres to the ASME code. They review designs, verify materials, and witness critical tests, providing an unbiased guarantee of quality and compliance, which is the cornerstone of trust in the ASME system.
3. Q: Can the design be changed after fabrication starts?
A: Yes, but only through a strictly controlled process. Any modification requires a formal engineering review to ensure it still complies with ASME code. Crucially, the change and its calculations must be approved by the Authorized Inspector (AI) before any work can proceed, guaranteeing safety is never compromised.



{kind=link}