

The “Automatic vs. Manual” Debate of the Welding World
You’re standing in front of a project, torn between the need for speed and efficiency on one hand, and the pursuit of flawless beauty and precision on the other. Should you choose MIG or TIG?
Or is that other process you’ve heard of, Flux-Cored Arc Welding (FCAW), the better option? This question puzzles everyone, from garage hobbyists to professional fabricators.
Don’t worry. This guide will end your confusion.
The Core Analogy:
Simply put, think of it like a car’s transmission:
- MIG is the “Automatic”—simple, fast, and easy to learn.
- TIG is the “Manual”—it demands more skill and coordination but gives you unparalleled control and the most perfect results.
- FCAW is the “Off-Road Mode” for the automatic—it’s powerful and handles rough conditions, but the ride might not be as smooth.
Clarifying the Terminology:
- MIG (Metal Inert Gas) is the common name for GMAW (Gas Metal Arc Welding).
- TIG (Tungsten Inert Gas) is the common name for GTAW (Gas Tungsten Arc Welding).
- FCAW stands for Flux-Cored Arc Welding.
This article will use the more widely known common names: MIG, TIG, and FCAW.
At-a-Glance Comparison Table:
| Feature | MIG (Automatic) | TIG (Manual) | FCAW (Off-Road Mode) |
|---|---|---|---|
| Speed | ⭐⭐⭐⭐⭐ (Very Fast) | ⭐⭐ (Slow) | ⭐⭐⭐⭐ (Fast) |
| Appearance | ⭐⭐⭐ (Good) / ⭐⭐⭐⭐ (Pulse MIG) | ⭐⭐⭐⭐⭐ (Excellent, “stack of dimes”) | ⭐⭐ (Rough, slag covering) |
| Learning Curve | ⭐⭐ (Very Easy) | ⭐⭐⭐⭐⭐ (Very Difficult) | ⭐⭐ (Easy) |
| Material Thickness | Medium to Thick | Best for Thin | Medium to Thick, high penetration |
| Material Versatility | ⭐⭐⭐ (Mainly Steel) | ⭐⭐⭐⭐⭐ (Nearly all metals) | ⭐ (Steel only) |
| Outdoor Use | ⭐ (Poor, gas blows away) | ⭐ (Very Poor) | ⭐⭐⭐⭐⭐ (Excellent, no external gas) |
| Cost | ⭐⭐⭐⭐ (Lower) | ⭐⭐ (Higher) | ⭐⭐⭐⭐⭐ (Lowest, can be gasless) |
iKratz Promise:
This guide won’t give you vague answers like “it depends”. We will provide a clear decision-making framework—from principles to practice, cost to application—so that after reading, you can confidently choose the most suitable tool for your project.
Safety First: Non-Negotiable Protection
Before you pull the trigger on any welding gun, remember this: Welding has risks, but they are completely manageable with the right protection. Ignoring safety is not only foolish, but it can also cause permanent injury.
Your Essential Personal Protective Equipment (PPE):

- Auto-Darkening Welding Helmet: Protects your eyes and face from the arc, UV/IR radiation, and spatter. Don’t be cheap here; a good helmet is your most important investment.
- Welding Gloves: Must be made of leather or other specialty flame-resistant materials to protect your hands from extreme heat and spatter.
- Flame-Resistant (FR) Welding Jacket / Leather Apron: Protects your body and clothing from sparks and molten metal. NEVER wear synthetic clothing (like polyester or nylon) while welding!
- Respiratory Protection: Welding fumes are hazardous. Always work in a well-ventilated area. For prolonged indoor work, a fume extraction system or a dedicated welding respirator is strongly recommended.
How They Work: What Makes Them So Different?
A. MIG (GMAW) – The “Hot Glue Gun” Approach
- The Process: Imagine using a hot glue gun. You pull the trigger, and the glue stick feeds out automatically. A MIG gun works the same way; a spool of wire is fed through the gun, acting as both the electrode to create the arc and the filler material for the joint. You just pull the trigger and control the travel speed and angle.
- Pulse MIG: This is an advanced feature on modern MIG welders. It rapidly alternates between a high peak current and a low background current. Think of it as quickly tapping the gas pedal instead of flooring it. The result is lower heat input, enabling it to weld thinner materials and create a beautiful, TIG-like bead with less spatter.

B. TIG (GTAW) – The “Two-Handed Calligrapher” Method
- The Process: This is more like calligraphy or fine painting. One hand holds the torch, which has a non-consumable tungsten electrode that creates the arc—this is your “paintbrush.” Your other hand feeds a separate filler rod into the weld puddle, much like adding ink or paint. This requires excellent hand-eye coordination.
- The AC/DC Mystery: TIG’s “all-purpose” capability comes from its current modes.
- DC (Direct Current): Used for welding steel, stainless steel, copper, and most other metals.
- AC (Alternating Current): Essential for welding aluminum and magnesium. Aluminum has a tough, high-melting-point oxide layer on its surface. The AC cycle provides a “cleaning” action in one half of the cycle to blast away this oxide layer, while the other half melts the base metal.
C. FCAW – The “Self-Sufficient” Survival Expert
- The Process: FCAW uses a tubular wire filled with flux. As the wire melts, the flux core vaporizes and creates its own shielding gas cloud and a layer of slag, which both protect the molten weld puddle from the atmosphere.
- Two Modes:
- FCAW-S (Self-Shielded): Requires no external shielding gas, making it perfect for welding in windy, outdoor conditions. This is how most entry-level “gasless MIG” welders actually operate.
- FCAW-G (Gas-Shielded): Still uses an external shielding gas in addition to the flux core. This is typically used in heavy industrial settings for very high deposition rates.
More Than Just Air: Choosing a Shielding Gas
Shielding gas is the lifeblood of MIG and TIG. It displaces the atmosphere to prevent oxidation and porosity in the weld bead.
| Gas Type | Applicable Process | Target Material | Characteristics |
|---|---|---|---|
| 100% CO₂ | MIG, FCAW-G | Carbon Steel | Lowest cost, deep penetration, but a harsher arc with more spatter. |
| 75% Argon / 25% CO₂ | MIG | Carbon Steel, Low-Alloy Steel | The most common all-purpose MIG gas. Less spatter, more stable arc, better bead appearance. |
| 100% Argon | MIG, TIG | Aluminum, Magnesium, Stainless Steel | The standard for TIG. Used for MIG welding aluminum. Provides a very stable, clean arc. |
Head-to-Head: A Deep Dive into 7 Key Dimensions
1. Speed & Efficiency: The Tortoise and the Hare
- Winner: MIG/FCAW. The continuous wire feed means incredibly high travel speeds, making it perfect for long welds and production environments.
- Runner-up: TIG. It is a slow, methodical process that prioritizes quality over quantity.
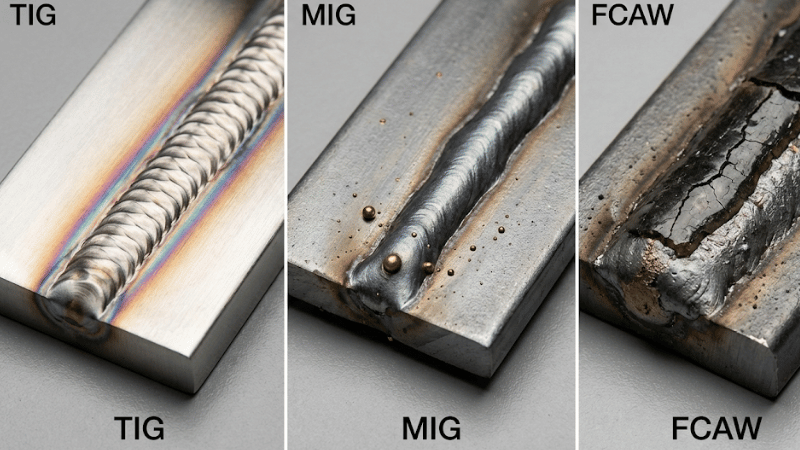
2. Weld Appearance & Quality: Industrial Product vs. Work of Art
- Winner: TIG. It produces clean, precise, spatter-free “stack of dimes” welds that require no cleanup. It is the only choice for cosmetic and critical joints.
- Runner-up: Pulse MIG. Can produce a bead that closely mimics the TIG aesthetic, far superior to standard MIG.
- Third Place: Standard MIG. Produces a good bead but with some spatter.
- Last Place: FCAW. Welds are strong but rough, and the slag must be chipped and brushed off after welding.
3. Learning Curve: The Distance from Novice to Master
- Easiest: MIG and FCAW. As a “one-handed” process, a beginner can be laying down strong welds within a few hours.
- Most Difficult: TIG. The “two-handed coordination,” often combined with a foot pedal for amperage control, creates a very steep learning curve that requires significant practice to master.
4. Material Thickness: The Heavyweights vs. The Lightweights
- Thick Material Experts: FCAW and MIG. They can deliver high heat input very efficiently, making them ideal for structural steel and other medium-to-thick materials.
- Thin Material Master: TIG. Its precise heat control makes it the perfect choice for thin-gauge materials (like car body panels or tubing) and prevents burn-through. Pulse MIG is also very competent on thin materials.
5. Material Versatility: The True “Master Key”
- Winner: TIG. With AC/DC capabilities, a TIG welder can handle nearly any metal, including steel, stainless steel, aluminum, copper, titanium, and more.
- Runner-up: MIG. Primarily used for steel and stainless steel. It can weld aluminum with a special Spool Gun and 100% argon gas, but the control is inferior to TIG.
- Third Place: FCAW. Largely limited to welding carbon steel.
6. Overall Cost: The Bill from Purchase to Use
- Lowest: FCAW (gasless mode). The machines are inexpensive, and there is no recurring cost for gas.
- Medium: MIG. The machines and consumables are moderately priced, with gas being a continuous operational cost.
- Highest: TIG. AC/DC TIG machines are expensive, pure argon gas is costly, and consumables like tungsten electrodes and filler rods add up.
7. Work Environment: Indoors vs. Outdoors
- King of the Outdoors: FCAW-S (Self-Shielded). Because it generates its own protection, it is completely unaffected by wind, making it the top choice for field repairs and outdoor construction.
- Indoor Champions: MIG and TIG. Any slight breeze will blow away their shielding gas, leading to porous and defective welds. They must be used in a draft-free environment.
The Decision Framework: Which Welder Is Right for You?

A. Choose MIG / FCAW if you are a:
- DIY Enthusiast & Quick Repairer: You need to quickly fix a broken gate, build a garage shelf, or work on a hobby project. Speed and strength are more important than a perfect appearance.
- Production Fabricator: Your job involves welding steel frames, chassis, or other components in high volume. Efficiency is money.
- Beginner on a Budget: You want to get into welding at the lowest possible cost and get a quick sense of accomplishment. A multi-process MIG welder that supports gasless FCAW is your best starting point.
B. Choose TIG if you are a:
- Artist & Precision Fabricator: You’re creating metal sculptures, fabricating custom motorcycle exhausts, or repairing expensive aluminum parts. Every weld is part of your craft.
- Worker of Thin Gauge & Specialty Metals: Your job involves stainless steel kitchen equipment, aerospace components, or any thin-walled material where precision heat control is critical.
- Perfectionist: For you, welding is a craft, not just a process. You enjoy the total control it gives you and take pride in flawless results.
Project-Based Decision Matrix
| Your Project | Top Choice | Alternative / Reason |
|---|---|---|
| Building a steel garage shelf | MIG | FCAW (if welding outdoors or to save on gas costs) |
| Creating a precision stainless steel sculpture | TIG | None (for ultimate beauty and control) |
| Repairing a crack in an aluminum boat | AC TIG | Pulse MIG with Spool Gun (for non-critical, thicker areas only) |
| Making yard art from scrap steel | FCAW-S (Gasless) | MIG (if indoors and appearance is less of a concern) |
| Welding a custom car exhaust (stainless steel) | TIG | Pulse MIG (if you want higher efficiency with a near-TIG look) |
Conclusion
There is no winner in the MIG vs. TIG vs. FCAW debate. MIG wins on efficiency, TIG wins on precision, and FCAW wins on versatility in adverse conditions. The most critical step is to honestly assess your project needs, budget, and personal goals, then choose the tool that matches.
If you remember nothing else, remember this:
- For speed and efficiency, choose MIG.
- For beauty and control, choose TIG.
- For outdoor or low-cost work, choose FCAW.
Take the Next Step
You’ve learned the critical differences between speed and precision in welding. Now, let’s apply that expertise to your project’s unique needs.
1. Discover iKratz’s Standard of Excellence
The detailed understanding of choosing the right tool for the job is the foundation of iKratz’s fabrication services. Explore iKratz’s full range of custom welding and manufacturing solutions and see why industry leaders trust iKratz for their most critical projects.
➡️ Visit the iKratz Website to Learn More
2. Discuss Your Project with iKratz’s Experts
Ready to ensure your project has the perfect balance of quality, speed, and cost-effectiveness? The iKratz engineering team is here to transform your specifications into reality. Submit your project details for a custom consultation and quote.
➡️ Submit an Inquiry & Project Specifications
Frequently Asked Questions
- Q1: Should I learn MIG or TIG first?
- A: It is highly recommended to learn MIG first. MIG allows you to quickly grasp the fundamental concepts of the arc and weld puddle, providing a quick sense of accomplishment. Approaching the two-handed challenge of TIG with this foundational knowledge will feel far less frustrating.
- Q2: Why does TIG welding often use a foot pedal?
- A: The foot pedal acts like the gas pedal in a car. It gives you real-time, precise control over the amperage (heat). You can press lightly to start the arc, increase current in the middle of the weld, and slowly back off to taper the heat at the end. This allows for perfect starts and stops, preventing craters. It is a core part of TIG’s soul of precision control.
- Q3: Is Pulse MIG really that good? Do I need it?
- A: Yes, it is excellent. If you frequently weld thin materials (especially aluminum and stainless steel) and want to achieve a near-TIG appearance while maintaining MIG’s high efficiency, the pulse function is a very worthwhile investment. It is not a necessity for welding thick steel for structural purposes.



{kind=link}