
Laser beam welding is the “scalpel” of fusion welding: fast, precise, and brutally honest about your fit-up. If your current weld process feels like it’s heating the whole zip code to fix one joint, LBW will feel like a cheat code.
This guide breaks down how the laser beam welding process works, how to pick conduction vs keyhole mode, what parameters actually move quality, and a quick feasibility checklist so you don’t buy a system just to discover your parts refuse to behave.
Laser Beam Welding Process (LBW): How It Works
In plain English, laser beam welding melts the joint with concentrated laser energy, forms a controlled melt pool, and solidifies into a weld. The win is high energy density in a small spot, which can mean speed and a small heat affected zone (HAZ).
What decides success is the chain reaction: absorption → melt pool behavior → solidification. Absorption changes with surface condition and reflectivity, so aluminum and copper can be “fun” in the same way a surprise audit is fun.
Shielding matters more than most brochures admit. Shielding gas for laser welding helps control oxidation and can influence plume behavior and keyhole stability, which is why “just crank the gas” is not a process plan.
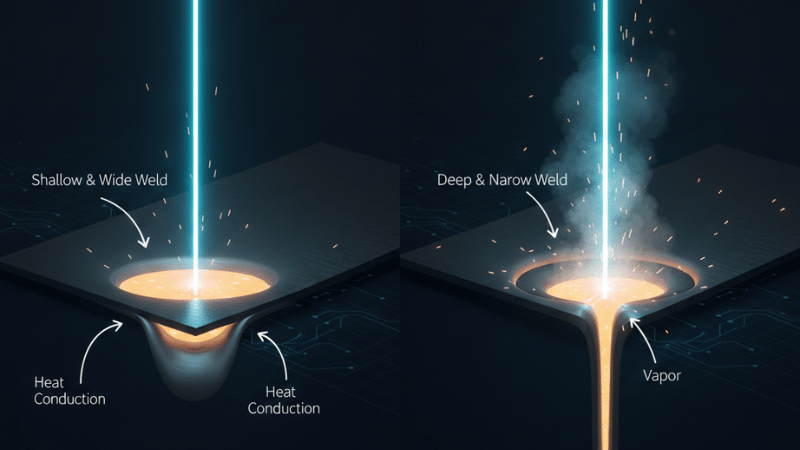
Conduction vs Keyhole: Two Modes, Two Personalities
Conduction mode laser welding is surface melting with heat conducted downward. It’s typically shallower, often cleaner-looking, and can be more forgiving for thin sections and cosmetic seams.
Keyhole (deep penetration) laser welding forms a vapor cavity that drives energy deeper. It’s how you get narrow, deep welds and high travel speeds, but stability becomes the whole game.
A practical rule: if you need deeper penetration or higher speed, you’ll likely end up in keyhole mode. If you need cosmetics and lower risk on thin stock, conduction mode is often the calmer choice.
The Knobs That Control Quality (Plus the Stuff That Quietly Wrecks It)
LBW quality is driven by laser welding parameters like power, travel speed, focus position, and spot size. Power alone doesn’t “fix” a weld if the beam is defocused, misaligned, or hitting a wandering joint.
Fit-up is where projects succeed or die. Weld fit-up and gap tolerance are critical because LBW doesn’t bridge gaps gracefully. If your gap varies, your penetration and fusion will vary right along with it.
Materials matter, too. Many steels and stainless grades are generally LBW-friendly, while reflective metals (aluminum, copper) laser welding brings coupling challenges and often tighter cleanliness discipline. If your parts arrive with oil, oxide, burrs, or coating inconsistencies, you’re basically feeding defects on purpose.
Design-wise, joints that are easy to locate and clamp repeatably are the easiest to scale. Automation loves consistency, and robotic/automated laser welding is happiest when your parts stop improvising.
If you want a quick “process comparison” reference for internal training, you can cross-link your team to iKratz’s guide on MIG vs. TIG vs. FCAW without sending them down a competitor rabbit hole.
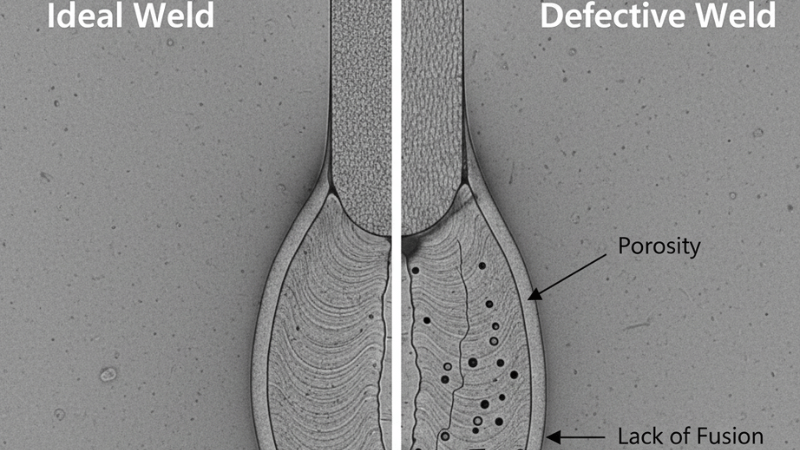
Defects, Inspection, and Safety (The Reality Checks)
The common defect trio is weld porosity and cracking, plus lack of fusion/penetration. Porosity often points to contamination, shielding disruption, or unstable keyhole behavior. Cracking can be alloy- and restraint-dependent. Lack of fusion usually traces back to energy density, focus, alignment, or gaps.
The fastest truth tool is cross-sections and macro-etch. They tell you penetration, fusion profile, underfill/undercut, and internal defects. For a practical defect-focused internal resource, link your team to iKratz’s weld porosity checklist to standardize troubleshooting language.
Standards help you frame “acceptable,” but you still need application-specific acceptance criteria. A common reference for imperfection levels in laser/e-beam welds is ISO 13919-1: ISO 13919-1 page.
Safety is not optional. For production programs, anchor your approach to recognized frameworks like IEC 60825-1 and OSHA’s workplace guidance: OSHA laser hazards. Keep controls engineering-first: enclosure, interlocks, access control, fume management, and training.
Feasibility Checklist and Implementation Path
Before you fall in love with the demo weld, score feasibility fast. If you’re red on weld fit-up and gap tolerance, treat that as a design/fixture project first, not a “turn the power up” project.
Quick screen items: material reflectivity, thickness/access, variation and gap control, cosmetic requirements, production volume/takt time, inspection burden, and safety/floor space readiness.
Implementation that doesn’t spiral: run structured trials (vary one major variable at a time), document everything, validate with cross-sections, then lock down the control plan (focus, standoff, clamping, cleanliness, shielding, maintenance). Scale automation only after your process window is stable.
Conclusion
Laser beam welding can be a production monster in the best way: fast, precise, low distortion, and automation-ready. But the success drivers are rarely “more laser.” They’re repeatable fixturing, controlled variation, clean surfaces, stable parameters, and decision-ready inspection criteria.
If you treat the laser beam welding process like an engineering system (not a magic wand), you’ll get repeatable welds instead of repeatable surprises.
Take the Next Step
Make LBW a Production Tool, Not a Lab Trophy
Laser beam welding delivers speed and a small HAZ only when fit-up, shielding, and laser welding parameters are controlled—especially for reflective metals. Avoid expensive guesswork and get a clear feasibility path before you scale.
➡️ Visit iKratz to Explore Laser Welding Solutions
Get a Feasibility Score + Trial Plan You Can Execute
Conduction vs keyhole, gap tolerance, fixturing, inspection—LBW success is a system decision. iKratz helps translate your material, thickness, joint type, and acceptance criteria into a practical test matrix and vendor-ready shortlist.
➡️ Submit an Inquiry & Project Specifications Today
Frequently Asked Questions
1) Is laser welding the same as laser beam welding (LBW)?
In most manufacturing contexts, yes. “LBW” is the formal process name commonly used in specs/standards, while “laser welding” is everyday shorthand.
2) What thickness can the LBW welding process handle?
It depends on material, joint type, and whether you run conduction or keyhole mode. Thin precision joints are common wins; thicker sections demand higher power and tighter control—validate with structured trials and cross-sections.
3) What are the most common LBW defects and how do you reduce them?
Weld porosity and cracking plus lack of fusion are common. Most fixes come from improving fit-up/cleanliness, stabilizing laser welding parameters (power/speed/focus), dialing shielding, and verifying changes with inspection—especially cross-sections.



{kind=link}