

This guide helps you build real, repeatable pipe welding skill—especially MIG welding pipe (GMAW) in 5G/6G—plus quick fixes for defects like porosity and lack of fusion.
If you’re doing code or pressure work, follow the WPS. It’s the “recipe” that keeps welds consistent and inspectable, not optional paperwork.
Pipe Welding Fundamentals
What pipe welding is (and pipe vs pipeline)
Pipe welding is joining pipe for plants, skids, and equipment. Pipeline welding is long-distance line work where weather and access are part of the job description. Same basics, different failure modes and constraints.
Pipe welding is harder than plate because the joint curves away from you while heat builds and gravity keeps moving the puddle. Your bead doesn’t just need to look good—it needs to behave well as the position changes.
Why pipe is tougher than plate
Curvature forces constant micro-adjustments in angle, distance, and speed. If your CTWD wanders, the arc changes and your tie-in suffers—usually right when you hit the side and bottom zones.
Joint types vary too: groove (butt) joints are common, but fillet-on-pipe and branch connections show up fast. The tighter the access, the more technique discipline matters.
Positions and the Zone Plan
1G/2G/5G/6G in plain English
If the pipe rotates, life is easier. If it’s fixed, you weld through positions as you move. 5G pipe welding is fixed pipe with a horizontal axis; 6G pipe welding is fixed on an incline (often associated with a 45° setup), which forces full transitions and is widely treated as an all-position benchmark.
Think “position changes,” not “one long weld.” That mindset alone cuts defects because you stop expecting one motion to work everywhere.
The four-zone method that keeps you consistent
Use four zones: top, upper sides, lower sides, bottom. Keep parameters steady where possible, then adjust travel speed and pause timing by zone.
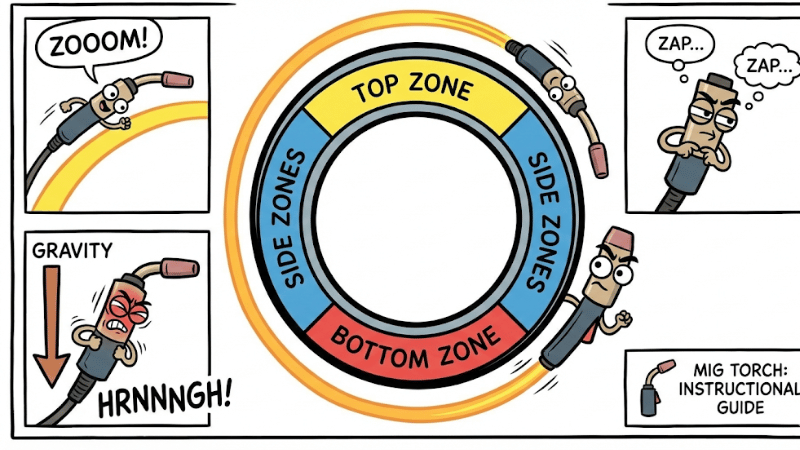
Top zone usually likes smoother travel and less dwell. Side zones need small pauses for sidewall tie-in. Bottom zone demands the tightest puddle control because gravity wants to turn your root into modern art.
Process Selection
MIG vs TIG vs stick (when each wins)
Choose based on material, thickness, position, environment, and the WPS if one applies. A WPS exists to control variables and produce repeatable welds that meet requirements.
MIG on pipe (GMAW) is fast and repeatable in controlled conditions. It gets risky in wind, on dirty steel, or when access forces sloppy angles—because shielding gas issues and poor tie-in show up as defects fast.
Quick shortcuts by scenario
Shop carbon steel with good gas protection: GMAW. Thin wall or stainless root quality: GTAW (TIG) is often the calmest path. Windy field or messy conditions: SMAW (stick) often survives better than your shielding gas bubble.
If it’s pressure service or code work, your “shortcut” is simple: follow the WPS, and stop if conditions don’t match it.
Prep, Fit-Up, and Setup
Joint prep that prevents rework
Most “welding problems” are prep problems with better marketing. Bevel controls access, land helps resist burn-through, and root opening drives penetration and root profile. The real goal is consistent fit-up, not chasing perfect numbers.
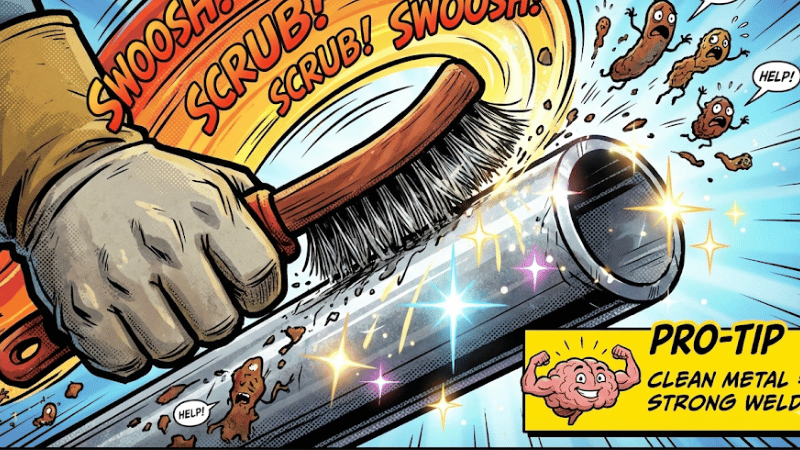
Clean the bevel faces and near-root edge. Mill scale, paint, oil, and oxides can trigger porosity and weak fusion. Coatings can also create hazardous fumes, so control exposure with proper ventilation and work practices.
MIG setup that keeps the arc stable
Arc stability starts before you pull the trigger. Match drive rolls to wire, keep the liner healthy, and replace worn contact tips before your arc starts “spitting opinions.”
Protect shielding gas from drafts. OSHA notes ventilation is important for controlling fumes, but uncontrolled airflow can still disrupt shielding at the joint—so ventilate smart, not violently.
Log the basics like a mini procedure: wire, gas, flow, volts/WFS, mode, and CTWD. Your logbook turns “lucky days” into repeatable results.
MIG on Pipe Workflow and Troubleshooting
Root to cap: a repeatable workflow
Start with pre-weld checks: fit-up, tack quality, cleanliness, gas, and drafts. If you skip this, you’re basically pre-ordering repairs.
Root pass goals are consistent penetration and clean sidewall tie-in. Hot pass reinforces and stabilizes the root—keep it controlled so you don’t overcook what you just earned. Fill is layered, disciplined beads with steady heat. Cap is toe control and profile: smooth, uniform, and no undercut.
In 5G/6G, run the same zone plan every time. Keep CTWD consistent while repositioning. If your stickout grows, the arc goes colder and the edges stop fusing—especially in transitions.
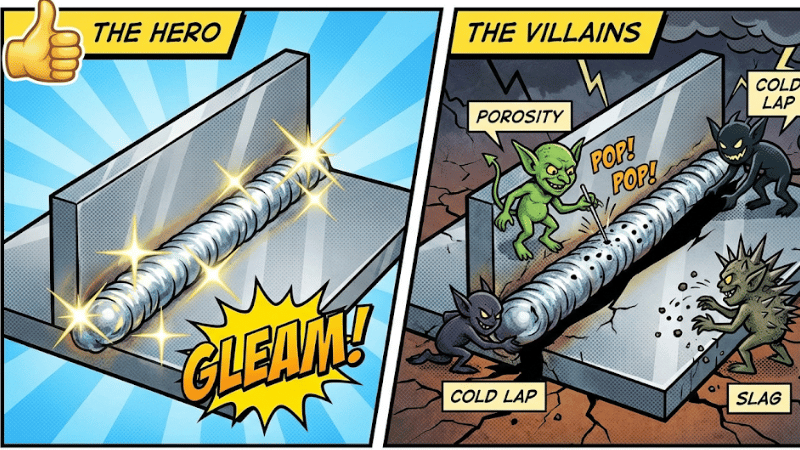
Fast defect fixes (symptom → cause → first move)
Porosity: usually shielding disruption or contamination. First check drafts/leaks/flow/nozzle, then re-check cleaning and coatings.
Lack of fusion / cold lap: usually poor angle, weak sidewall focus, or too fast travel for your heat. First move: improve angle and add a small sidewall pause before changing settings.
Burn-through: usually big gap, small land, too much heat, or too slow at the bottom zone. First move: tighten fit-up and reduce dwell at the bottom.
Undercut: often toe overheating or outrunning your fill. First move: slow slightly, reduce edge heat, and pause just enough to fill the toes.
If you’re welding to a WPS, adjust only within what it allows. If conditions drift outside it, stop and escalate instead of “making it work
Experience Notes
What improved my 5G/6G results fastest
Treat 6G like four mini-welds, not one continuous bead. I improved fastest by standardizing a zone routine and logging small changes to travel speed and sidewall pause.
My 2-minute pre-weld checklist
Confirm fit-up consistency, tack quality, and cleanliness. Verify gas flow and look for drafts. Set your zone plan before striking. If something feels “off,” fix it now.
Limits and assumptions
This guide builds skill for common carbon steel pipe scenarios. If your job is code, pressure, exotic alloys, or harsh wind, procedure and controls matter more than tips.
Tools & Setup That Help Without Overspending
Fit-up tools and cleaning essentials
Spend on alignment aids, clamps, spacers, grinders, and cleaning supplies. Prep tools are cheaper than rework, and they don’t argue with inspectors.
Upgrades that actually matter
Shop upgrades: stable gas delivery, consistent wire feeding, and arc control features. Field upgrades: wind protection, portable prep, and a setup that keeps fit-up repeatable.
Standardize your parameter log
Make a simple log: material, thickness, joint, wire, gas, volts/WFS, CTWD, zone notes, and defects. Repeatability is built, not wished for.
Conclusion
Pipe welding gets easier when you treat it as fit-up plus prep plus zone control.
For MIG welding pipe, shielding integrity and sidewall tie-in prevent most defects.
5G/6G pipe welding improves fastest with a repeatable four-zone routine and a parameter log.
If it’s code or pressure work, follow the WPS and stop when conditions don’t match.
Take the Next Step
Built for Real-World Pipe Welding Duty
Fixed-position pipe welding isn’t a “wing it” job. MIG on pipe speed and 5G/6G consistency only matter if arc stability, wire feeding, and gas protection match your site reality. Choose equipment around position, environment, and repeatability, because rework isn’t cheap.
➡️ Visit iKratz to See Professional Welding Solutions
Talk to People Who Understand the Trade-Offs
Every setup is a trade-off: process, transfer mode, gas coverage, access, duty cycle, and WPS limits. iKratz specialists turn your material, thickness, position, and conditions into a vendor-ready shortlist and spec package—shop clean or windy field.
➡️ Submit an Inquiry & Project Specifications Today
Frequently Asked Questions
Q1: Can you MIG weld pipe in 5G/6G positions?
Yes, but success depends on fit-up consistency, shielding gas protection, and a zone-based technique plan. Fixed pipe requires small technique shifts as you move around the joint.
Q2: What causes porosity when MIG welding pipe?
Most porosity comes from gas problems (drafts, leaks, wrong flow) or contamination (oil, oxides, coatings). Verify shielding first, then revisit prep and consumables.
Q3: When should I choose pulsed MIG over short-circuit on pipe?
If your procedure and machine support it, pulsed MIG can improve control and fusion characteristics while managing heat input in many applications. It’s not magic, but it can be a strong option.



{kind=link}