
WPS — The “Secret Sauce” Behind Every Perfect Weld
How does your favorite steakhouse deliver a perfect steak every time, regardless of the chef? They use a recipe. In the high-stakes world of industrial manufacturing, where we build massive pressure vessels and bridges, we can’t afford a ‘bad night’. Our ‘recipe’ is the Welding Procedure Specification (WPS).

It’s the non-negotiable guide ensuring every weld is as strong, safe, and reliable as the last. This guide will strip away the jargon and show you exactly what a WPS is, why it’s critical, and how to read it without getting a headache.
What Exactly is a Welding Procedure Specification (WPS)?
Let’s cut through the engineering speak for a second.
The Formal Definition:
A Welding Procedure Specification (WPS) is a formal, written document that provides specific technical directions to the welder or welding operator for making production welds in accordance with code requirements.
The Real-World Translation:
It’s an instruction manual. It’s the piece of paper that tells a welder what to do and how to do it.
It doesn’t give a history lesson on metallurgy (that’s for the engineers); it gives orders. It says: “Use this electrode, set your machine to these amps, move at this speed, and don’t let the metal get colder than this temperature.”
If a welder is the pilot, the WPS is the flight plan. You don’t take off without it.
Why is the WPS So Critical? (No Rules, No Results)
You might think “My welders have been burning rods for 20 years, they know what they’re doing!”. And you’re probably right. But even the best chef needs a recipe to bake a soufflé that doesn’t collapse.
1. Guaranteeing Consistency and Quality
The primary job of a WPS is repeatability. It eliminates the “cowboy factor”. It ensures that a weld made on Monday morning by a veteran is mechanically identical to a weld made on Friday afternoon by the new guy. When everyone follows the same rules, you get the same results: solid, defect-free welds.
2. It’s the Law (Literally and Figuratively)
In industries like oil & gas, nuclear, or heavy structural steel, the WPS isn’t a suggestion—it’s a legal requirement. Codes like ASME Section IX (Boiler and Pressure Vessel Code) or AWS D1.1 (Structural Welding Code) demand that every weld be supported by a qualified WPS.
If an inspector walks onto your site and you can’t produce a WPS for the welding happening right now, you are in deep trouble. We’re talking “shut-down-the-job” trouble.
3. Cost Control (The “First Time Right” Principle)
Guesswork is expensive. If a welder uses the wrong filler metal or runs too hot because there was no instruction, you might face cracking, porosity, or lack of fusion. Fixing those mistakes—grinding out welds, re-welding, re-inspecting—burns money faster than a plasma cutter. A WPS keeps the parameters in the “safe zone,” minimizing rejects and saving your profit margin.
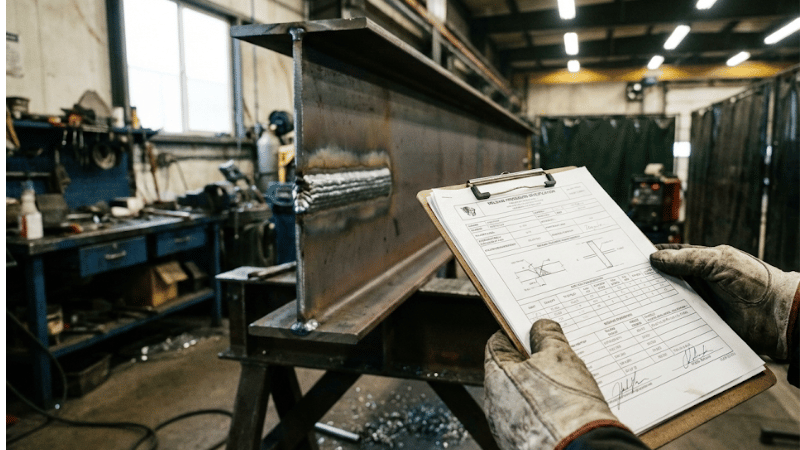
What’s Inside the “Recipe”? (Deconstructing the WPS)
A standard WPS looks like a tax form, but it’s much more interesting once you know what you’re looking at. Here are the “ingredients” you’ll find on almost every WPS form (like the ASME QW-482).

A. Joints (The Setup)
This section tells you how to prepare the metal before you even strike an arc.
- Groove Design: Is it a V-groove? A U-groove? A square butt joint?
- Root Opening: How far apart should the pieces be? (Too tight, no penetration; too wide, burn-through).
- Backing: Do you need a ceramic backing strip or a steel bar behind the weld?
B. Base Metals (The Meat)
What are we cooking?
- Material Specification: This defines the type of steel or alloy (e.g., SA-516 Gr. 70).
- P-Numbers: To save time, codes group similar metals into “P-Numbers”. P-No. 1 is plain carbon steel. P-No. 8 is stainless steel. The WPS will specify exactly which P-Number range is allowed.
- Thickness Range: A WPS qualified for 1-inch plate might not be valid for 1/8-inch sheet metal.
C. Filler Metals (The Seasoning)
- Specification (SFA) & Classification (AWS): This identifies the exact rod or wire (e.g., E7018 for stick welding or ER70S-6 for MIG). Using the wrong filler is the fastest way to fail a weld.
- F-Numbers & A-Numbers: These group fillers by usability and chemical composition, ensuring you’re using a compatible consumable.
- Diameter: Are we using a skinny 3/32″ rod or a thick 1/8″ one?
D. Position (The Angle)
- Gravity is a cruel mistress. Welding flat on a table (1G) is easy. Welding a pipe vertically (5G) or overhead (4G) is an art form. The WPS tells you which positions are permitted.
E. Preheat & Interpass Temperature (The Oven Settings)
- Preheat: Some heavy steels need to be warmed up (e.g., to 200°F) before welding to drive out moisture and prevent hydrogen cracking. The WPS sets the minimum temperature.
- Interpass: This is the maximum temperature allowed between passes.
- If the metal gets too hot, you might ruin its mechanical properties (like toughness).
F. Electrical Characteristics (The Power)
- Current & Polarity: DCEP (Reverse Polarity) or DCEN (Straight Polarity)?
- Amperage & Voltage: The WPS provides a range (e.g., 100-140 Amps). This is the “sweet spot.” Stay within this range, and you’re golden. Go outside it, and you’re entering the danger zone.
G. Technique (The Chef’s Hand)
- Stringer or Weave: Do you run a straight bead or weave it back and forth?
- Travel Speed: How fast should the torch move? Too slow = too much heat; too fast = lack of fusion.
WPS vs. PQR: The Recipe vs. The Taste Test
This is where 90% of people get confused. What is the difference between a WPS and a PQR (Procedure Qualification Record)?
Let’s go back to our restaurant.
1. The PQR (Procedure Qualification Record) = The Experimental Lab Report
Before you print the menu, the Head Chef goes into the kitchen to create the dish for the first time. He measures exactly 5 grams of salt. He cooks it for exactly 12 minutes at 400 degrees.
Then, the Food Critics (the lab testers) come in. They cut the steak, check the texture, and maybe even pull it apart to see how tough it is (Tensile Test, Bend Test).
The PQR is the document that records the actual values used during that test and the actual results of the destruction tests.
- PQR says: “We welded this test coupon at 135 Amps, and it survived a 70,000 psi pull test.”
- PQR is Evidence. It proves that the procedure works.
2. The WPS (Welding Procedure Specification) = The Daily Recipe
Once the PQR proves the dish is good, the Chef writes the recipe for the line cooks. But he doesn’t say “Use exactly 5.00 grams of salt.” He says “Use 4-6 grams.” He gives them a range.
- WPS says: “You can weld between 120 and 150 Amps.”
- WPS is Instruction. It guides production.
The Golden Rule:
A WPS must be supported by a PQR. You cannot have a valid WPS without a PQR that proves it works (unless you are using “Prequalified” procedures in AWS D1.1, but that’s a story for another day).
PQR = What we did (The Past). WPS = What you should do (The Future).
Conclusion
The Welding Procedure Specification isn’t just bureaucratic paperwork; it’s the bedrock of professional welding and the essential bridge connecting engineering design to the welder’s practical skill.
A well-written WPS provides confidence, protects from liability, and ensures the job is done right, keeping our infrastructure safe. So, next time you see that sheet of paper, give it some respect—it’s the only thing standing between a perfect weld and a catastrophe.
Take the Next Step
You’ve seen the rigorous process behind a compliant weld. Now, let’s apply that expertise to your needs.
1. Discover the iKratz Standard
The commitment to quality detailed in this article is the foundation of everything we build. Explore iKratz’s full range of custom fabrication solutions and see why industry leaders trust iKratz for their most critical projects.
➡️ Visit iKratz.com to Learn More
2. Discuss Your Project with iKratz Experts
Ready to build a solution that guarantees safety, quality, and performance? The iKratz engineering team is here to transform your unique specifications into reality. Submit your project details for a custom consultation.
➡️ Submit an Inquiry & Project Specifications
Frequently Asked Questions
Q1: What happens if a welder doesn’t follow the WPS?
A: Ignoring the WPS can cause weld defects, failed inspections, and costly rework. In regulated industries, this can lead to project rejection and serious legal liability if a failure occurs.
Q2: Who is qualified to write a WPS?
A: A WPS must be written by a qualified professional, such as a Welding Engineer or a C, who has deep knowledge of welding codes (e.g., ASME, AWS) and metallurgy.
Q3: Can one WPS be used for all welding jobs?
A: No. A WPS is only valid for a specific range of conditions called “Essential Variables.” If you change a critical factor like the metal type or welding process, a new WPS must be created and qualified.



{kind=link}