
TIG maintenance is not just cleaning. It protects arc stability, shielding quality, and thermal control before small issues become porosity, hard starts, or downtime.
This guide covers the key daily, weekly, monthly, and annual tasks that keep your machine consistent instead of merely “still working.”
Many articles on tig welder maintenance stop at wiping the machine and checking the torch. That helps, but TIG is less forgiving than most welding processes. Small problems in tungsten condition, gas flow, or cooling can quickly affect weld quality.
This guide is for hobbyists, fabrication shops, and welding technicians who want better process consistency, not just a cleaner machine.
Why TIG Maintenance Matters
TIG is highly sensitive to tungsten geometry, shielding gas behavior, arc length, and heat control. That is why a worn seal, dirty gas lens, or overheated torch can create unstable performance so quickly.
TIG welder maintenance is really about preserving repeatability. It keeps the electrical path stable, the gas flow consistent, and the machine temperature under control. When that consistency slips, you get contamination, weak starts, variable penetration, and faster wear.
In other words, maintenance is not housekeeping. It is process control.
What Needs Attention
The main areas to inspect are the power source, torch, tungsten, gas path, ground connection, controls, and cooling system.
The power source must stay clean and cool, especially on inverter machines. The torch and consumables must fit and seal correctly. The tungsten electrode affects arc focus and start quality. The gas system protects shielding, while the ground path supports arc stability. Water-cooled units also depend on clean, steady coolant flow.
Poor maintenance usually shows up as unstable arc behavior, weak HF starts, gray welds, overheating, or unusually fast tungsten wear.
A Simple Priority Framework
Not every issue matters equally. A practical maintenance routine should rank problems by safety risk, effect on arc stability and shielding, and how fast the issue gets worse.
High-priority issues include damaged torch leads, loose gas fittings, worn O-rings, blocked airflow, overheating signs, and contaminated tungsten. Cosmetic dirt matters far less than gas leaks or cooling problems.
If the machine shows repeated shutdowns, intermittent starts, or internal electrical faults, professional service is the smarter move.
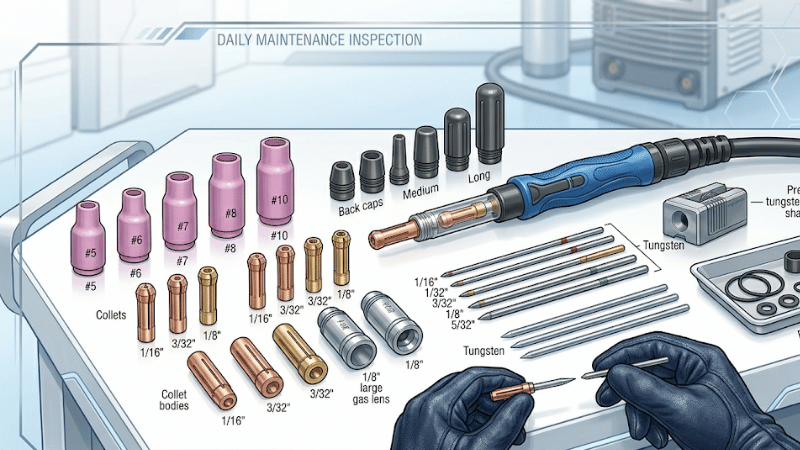
Daily TIG Welder Maintenance Checklist
Inspect the torch before welding. Look for cracked cups, loose collets, poor back cap fit, and heat stress in the torch lead.
Check the tungsten next. If it is contaminated, misshaped, or poorly ground, regrind or replace it. A bad tungsten can ruin arc starts even when everything else looks fine.
Then verify gas flow, hose condition, fitting tightness, and torch-side seals. A correct flowmeter reading does not always mean the shielding is healthy. A dirty gas lens or aging seal can still cause contamination.
Also check the work clamp and return path. A loose or dirty connection adds resistance and instability.
Finish by removing visible dust and grinding debris from critical external areas.
Weekly Maintenance Checklist
Weekly checks should go deeper. Clean the torch thoroughly and inspect sealing surfaces, O-rings, threads, and collet fit.
Review consumable wear patterns. Fast tungsten wear or quick cup discoloration often points to overheating, poor shielding, or setup inconsistency rather than bad parts alone.
Inspect cable strain points, connectors, pedal response, gas hoses, regulator connections, and fan intake areas.
Monthly and Quarterly Tasks
Monthly maintenance should focus on contamination, airflow, and thermal stability. Clean vents and louvers properly, especially on inverter machines.
Inverter TIG welder maintenance matters because dust buildup and restricted airflow can affect HF starting, current stability, and internal temperature. A machine that still runs may still be drifting toward failure.
Also review the shop environment. Moisture, grinding dust, transport shock, and dirty compressed air all shorten equipment life. If the machine handles frequent aluminum work, inspect consumables and cooling performance more closely.
Annual or Scheduled Deep Maintenance
Annual maintenance should focus on replacing wear items before they fail. Review torch leads, connectors, seals, work cables, and other heat-stressed parts.
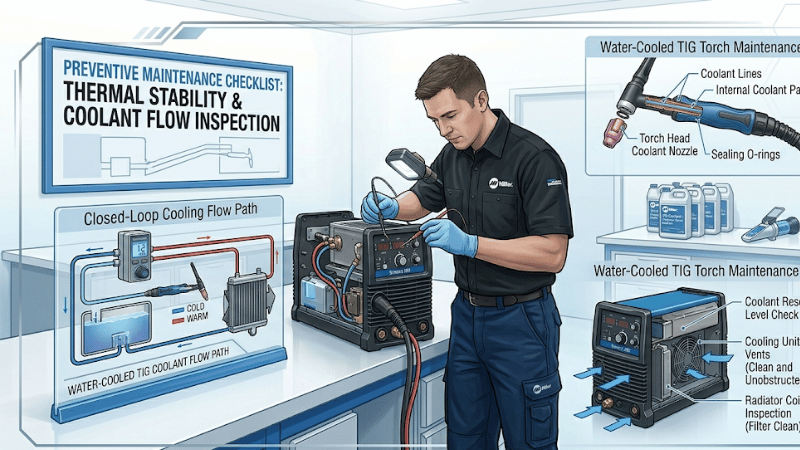
For water-cooled TIG system maintenance, inspect the full cooling loop. Check flow rate, return temperature, restrictions, leaks, and coolant condition. Coolant quality affects corrosion resistance, heat transfer, and electrical reliability.
Machines with repeated HF issues, current drift, or unexplained shutdowns should also get a professional inspection.
TIG Torch Maintenance Guide
Replace cups that are cracked, chipped, or heavily contaminated. Even small damage can disturb shielding flow.
Check the collet, collet body, back cap, and O-rings for wear or poor sealing. These small parts have a big effect on gas-path stability.
Torch leads should be protected from kinks, twisting, and repeated strain. Air-cooled torches need closer duty-cycle control, while water-cooled torches need closer coolant monitoring.

Tungsten Electrode Maintenance
Tungsten electrode maintenance directly affects start quality, arc focus, and bead shape. Regrind or replace tungsten when the tip is contaminated, overheated, or no longer suited to the application.
Grinding direction matters too. Good preparation supports a stable arc, while poor prep can cause wandering starts and inconsistent bead profile.
For aluminum work, pay closer attention to tip condition, balling behavior, and overheating.
Gas System Maintenance and Purity Control
A gas system can look normal and still perform badly. That is why gas lens maintenance and seal inspection matter so much.
Inspect hoses, regulators, fittings, torch-side seals, and the gas lens regularly. If the lens is dirty or flow becomes turbulent, the weld zone can pull in ambient air even when the flowmeter appears normal.
Many operators blame the machine when the real problem is the gas path.
Cooling System Care
Overheating does not always cause immediate shutdown. Sometimes the machine still works while internal temperatures drift high enough to shorten component life.
Check fans, vents, and airflow paths regularly. In water-cooled systems, inspect flow, return temperature, restrictions, and coolant cleanliness.
Cooling system maintenance also means respecting duty cycle. Even a well-maintained machine ages faster when it is pushed too hard without cooldown time.
Common TIG Maintenance Mistakes
The biggest mistake is treating maintenance as cosmetic cleaning only. A clean case means little if the tungsten is contaminated, the gas lens is dirty, or the seals are failing.
Other common mistakes include replacing tungsten too late, blaming gas problems on the machine, ignoring inverter contamination, and using the same routine for light hobby work and heavy production use.
Failure Mode and Impact Table
The 1:10:100 Rule of Maintenance
One unit of cost is daily inspection and cleaning. Ten units is replacing wear items like tungsten, cups, seals, or gas lenses. One hundred units is board failure, torch damage, downtime, scrap, and rework.
That is why tig torch maintenance is not overhead. It is process insurance.
FAQs
1. Why is TIG welder maintenance more critical than many other welding processes?
Because TIG is more sensitive to shielding quality, tungsten condition, arc stability, and heat control. Small maintenance failures can quickly affect weld quality.
2. Can a TIG welder have gas-related contamination even if the flowmeter looks correct?
Yes. A dirty gas lens, worn seal, or turbulent gas path can reduce shielding even when the flow reading looks normal.
3. Does water-cooled TIG maintenance include coolant quality, not just circulation?
Yes. Coolant cleanliness, conductivity, and flow condition all affect torch life, cooling efficiency, and electrical reliability.
Conclusion
TIG welder maintenance is really about protecting consistency. The most valuable tasks preserve arc stability, shielding purity, and thermal control across the full system.
If you want the shortest useful routine, start here: inspect the torch, check tungsten condition, verify gas behavior, confirm the ground path, and keep airflow clean.
Keep Your TIG Setup Working Like It Should
Build a Maintenance Routine That Prevents Downtime
A solid TIG maintenance program improves weld consistency, reduces scrap, and helps your team catch problems before they become expensive repairs. If you are sourcing TIG equipment, torches, or consumables, the right technical support makes that job much easier.
Contact us today to discuss the right TIG setup, replacement parts, or maintenance support plan for your application.



{kind=link}