

Welding stainless to carbon steel is common in fabrication, repair, and maintenance. The challenge is not just making the joint hold now, but making sure it still performs after heat, moisture, stress, and time get involved.
This guide explains welding stainless steel to carbon steel, why 309 filler metal is usually preferred, when 309LSi wire is the better choice, and how weld dilution, corrosion, and service temperature shape long-term performance.
Can You Weld Stainless Steel to Carbon Steel?
Yes. Shops do it every day when stainless parts must connect to carbon steel frames, supports, tanks, piping, or structures.
The issue is that this is dissimilar metals welding, not routine stainless-to-stainless work. The two metals behave differently in the weld pool, which changes final weld chemistry. That is why filler selection is a performance decision, not a purchasing detail.
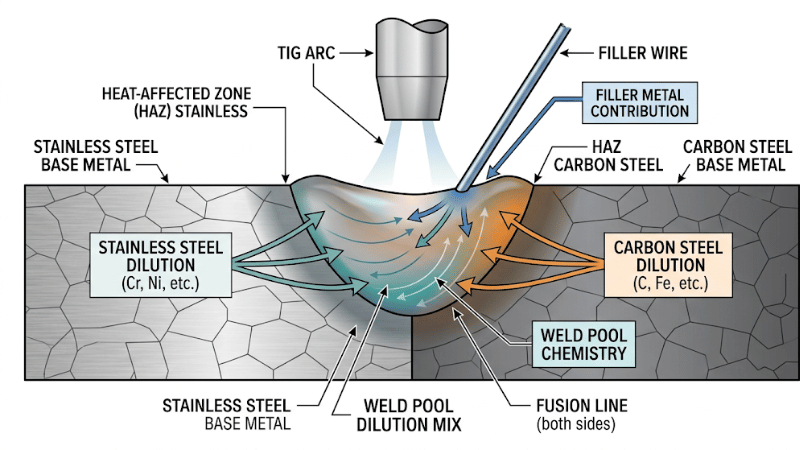
What Makes This Joint Difficult?
The biggest issue is weld dilution. As both base metals melt into the weld pool, carbon steel lowers chromium and nickel levels in the deposit. That can reduce corrosion resistance and increase crack sensitivity.
Thermal expansion adds more trouble. Stainless and carbon steel expand and contract at different rates, so restrained joints can develop extra stress during cooling. Add moisture, cyclic loading, or elevated temperature, and the joint becomes less forgiving.
That is why stainless to carbon steel welding depends on both filler choice and heat input control.
To move beyond theory, the ikratz engineering team has established specific dilution and hardness benchmarks based on extensive field testing.
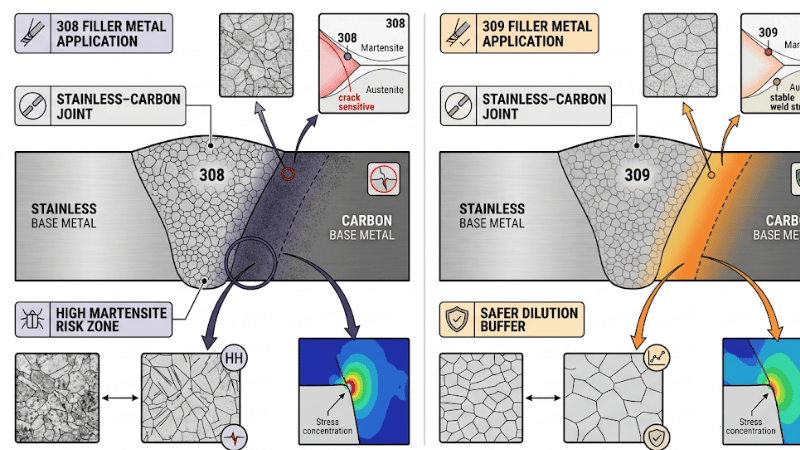
Why 309 Works Better Than 308
308 filler is mainly intended for stainless-to-stainless welding. In welding carbon steel to stainless steel, dilution from the carbon steel side can shift the weld metal into a harder, more brittle structure.
On a Schaeffler diagram, that chemistry shift can move the deposit toward the classic martensite trap. The weld may look fine, but the diluted weld metal can become far less tolerant during cooling or restraint.
That is why 309 filler metal is usually preferred. It starts with higher chromium and nickel than 308, so it provides a better buffer against dilution.
Ferrite Number (FN) matters too. In many dissimilar stainless welds, an FN range of roughly 3–8 helps reduce hot-cracking sensitivity while keeping the weld metal in a safer balance.
Best Filler Metals for Stainless to Carbon Steel
309 or 309L is usually the first choice for general work because it handles dilution better than 308.
309LSi wire is often better for MIG welding. Added silicon improves wetting, bead flow, and toe tie-in, which usually means smoother welds and less spatter.
312 welding rod can be useful for repair work, unknown base metal, or crack-sensitive joints. It is not the default for everything, but it can be a smart option when chemistry is uncertain or restraint is high.
Mild steel filler is usually the wrong choice because it sacrifices corrosion performance and creates a weak transition between the two metals.
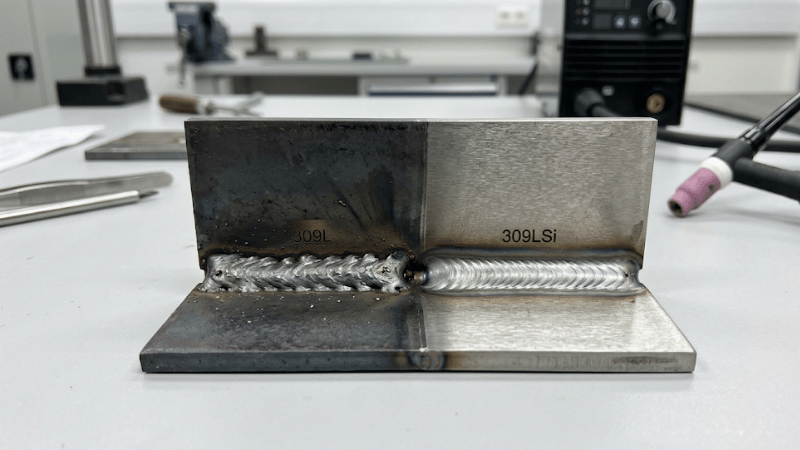
309L vs 309LSi: The Practical Difference
Many articles treat 309L and 309LSi as the same. In practice, they are not.
The extra silicon in 309LSi wire improves puddle flow and wetting, especially in MIG welding. That usually gives flatter bead shape, cleaner edges, and more consistent results.
Standard 309L filler metal still works well in TIG welding, where puddle control is already strong. It is also a solid option when appearance matters less than sound fusion and crack resistance.
A simple rule works well: use 309L filler metal for general work, use 309LSi wire for MIG production, and consider 312 welding rod for difficult repair jobs.
How to Choose the Right Rod or Wire
Start with four factors: base metal grades, welding process, service environment, and risk level.
If the stainless grade is uncertain, do not guess. If the joint will face moisture, chlorides, heat, or cyclic loading, filler selection becomes more important. In critical applications, metallurgy should always outrank convenience.
A practical priority order is crack resistance, corrosion performance, productivity, and finish.
Best Welding Processes
MIG welding is ideal for production because it is fast and repeatable. With 309LSi wire, it often gives better wetting and appearance.
TIG welding is best for thin material, root passes, and precise heat control.
Stick welding remains useful for field repair and maintenance, especially when conditions are less controlled.
Flux-cored welding may also work when productivity matters, but filler classification and service requirements still come first.
Joint Preparation and Fit-Up
Preparation matters.
Remove mill scale, rust, oil, paint, and contamination from both sides. Use dedicated tools on the stainless side to avoid embedding free iron that may later rust.
Control gap, edge prep, and tack placement so weld dilution stays predictable. Poor fit-up leads to excess mixing, unstable fusion, and unnecessary heat input.
For thicker carbon steel, preheat may help with hydrogen control, but excessive heat on the stainless side can reduce corrosion performance and increase distortion.
Shielding Gas and Setup
For MIG stainless wire, argon-based mixed gases with small additions of CO2 or O2 are common. For TIG, straight argon is the normal starting point.
But in welding stainless steel to carbon steel, setup is also about heat input control. Too much heat increases weld dilution, pulls more carbon steel into the weld pool, raises distortion risk, and can reduce stainless-side corrosion performance.
A useful shop-level target is heat input around 0.8–1.2 kJ/mm for many general mixed-metal joints, depending on thickness, restraint, and process stability.
A common formula is E = (U × I × 60) / (v × 1000).
Here, E is heat input in kJ/mm, U is voltage, I is current, and v is travel speed in mm/min. The point is simple: control fusion and dilution together, not separately.
Step-by-Step: How to Weld Stainless to Carbon Steel
First, confirm the material grades and service conditions.
Second, choose filler based on dilution and environment. For most jobs, 309/309L is the starting point. For MIG production, 309LSi wire is often better. For uncertain or crack-sensitive repair, 312 welding rod may be considered.
Third, clean and fit the joint carefully. Fourth, control heat input and bead placement. Fifth, inspect the weld and protect the transition zone against future corrosion.
Common Problems and Fixes
If cracking appears after cooling, suspect the wrong filler, too much dilution, high restraint, or weld chemistry drifting into the martensite trap.
If wetting is poor, check cleanliness, parameters, shielding gas, and whether 309LSi wire would perform better in MIG.
If rust forms near the weld, look for contamination, exposed carbon steel, or galvanic corrosion at the transition.
If thin sections distort, lower heat input and improve fixturing.
Service Temperature Limits
This is where generic advice starts to fall short.
At elevated temperature, carbon migration and service-specific metallurgical changes can reduce long-term performance. In some cases, 309 filler metal may no longer be enough, and nickel-based fillers may need to be evaluated.
Low-temperature service can also raise toughness concerns. If the application involves high heat, cryogenic conditions, pressure service, or critical loading, engineering review or procedure qualification is the safer path.
Corrosion Management Matters
A weld can pass inspection and still fail later from corrosion.
The main risks are reduced corrosion resistance from dilution, galvanic action, and poor protection at the stainless-to-carbon steel transition. If moisture or electrolytes are present, the carbon steel side can corrode faster.
That is why long-term success depends on more than filler choice. Joint design, clean prep, protected carbon steel surfaces, and coating strategy all matter.
What Most Welders Get Wrong
The biggest mistake is assuming any stainless filler will work.
Other common mistakes are ignoring weld dilution, overheating the joint, treating 309L filler metal and 309LSi wire as interchangeable in every process, and forgetting corrosion protection after welding.
FAQs
Why is 309 usually recommended for welding stainless steel to carbon steel?
Because it tolerates dilution from the carbon steel side better than lower-alloy stainless fillers and is less likely to form a crack-sensitive weld structure.
What is the difference between 309L and 309LSi?
309LSi wire is often preferred in MIG welding because added silicon improves wetting and bead appearance, while 309L filler metal remains a common low-carbon general-purpose option.
Does corrosion stop being a problem once the weld passes inspection?
No. A weld can look sound and still fail later due to galvanic exposure, contamination, poor transition protection, or unsuitable service conditions.
Standards and When to Escalate
Use AWS filler classifications and manufacturer datasheets to confirm filler type and intended application.
Use the Schaeffler diagram, DeLong, or WRC-1992 logic to understand ferrite and dilution trends.
Escalate to a welding engineer or code review when the weld is part of a pressure system, critical structure, severe corrosion service, high-temperature duty, or cryogenic application.
Conclusion
309/309L is usually the safest starting filler for welding stainless steel to carbon steel because it tolerates dilution better than lower-alloy stainless fillers.
309LSi wire deserves separate attention because it can improve MIG wetting, bead profile, and production consistency.
The right decision depends on weld dilution, service environment, process control, and corrosion planning together.
Need Help Choosing the Right Filler?
If you are balancing crack resistance, corrosion performance, bead quality, and production speed, we can help you choose the right filler and process before welding begins. That means less trial and error, less rework, and better long-term performance.
Contact us today to discuss your stainless to carbon steel welding application and get practical guidance on filler selection, welding method, and service-risk fit.



{kind=link}